Author: Yuriy Fedorovich Kolesnikov, thermal power engineer
What is a muffle furnace? And what is it for? Let's take a moment to turn to the memoirs of the court coachmaker of France at the end of the 17th and beginning of the 18th centuries. Jeanto. Yes, the same one who invented the steering linkage. That’s what they call it – Jeantot’s trapezoid.
He invented something, but he couldn’t put the idea into action; the axle shafts of the prototypes kept breaking. Jeanto was in despair; he expected huge profits from the invention. Carriages with front wheels on a solid axle with a king pin would overturn every now and then, and the nobles with their beautiful companions, right up to their majesties, would fly onto the road filled with manure. The craving was alive, for oats.
And then a certain, unfortunately unnamed, Russian nobleman visited the workshop. Peter the Great was just preparing the embassy of Bekovich-Cherkassky, famous in history, to Bukhara. The star of the gifts to the khan was to be a luxurious carriage; This is what our compatriot came to order from the best European master.
So, after looking at the fracture of the part and testing its hardness (“The nobleman did not disdain to pick up a file!” exclaims Jeanto), he gave advice: “First cement it in a muffle with ground cattle horn, and then cast it. Then the inside of the steel will remain viscous, not brittle, and a strong, hardened crust will form on the outside and will not wear off for a long time.”
There is nothing to blame for Jeanto; he was a carriage maker, not a metallurgist. And the fact that Peter’s officer knew about metal processing is also not surprising. But it is immediately clear what the muffle is for - a heat-resistant and impenetrable container in which the part undergoes heat treatment. Its role is to isolate the part from external influences, incl. and from the flame, firstly. Secondly, ensure uniform heating.
Jeanto's craftsmen most likely heated the muffle in an ordinary blacksmith's forge. But over time, the requirements for the quality of heat treatment increased, and new technologies were developed. Already at the beginning of the 19th century. Special muffle furnaces designed exclusively for heating the muffle chamber were widely used in industry. In the age of plastic, low-temperature muffle furnaces appeared in which composite parts undergo hot curing.
Now muffle furnaces have enough work:
- Remelting of valuable metals and alloys, when the introduction of impurities or thermochemical interaction in a flame is unacceptable.
- Heat treatment of metals: cementing, hardening, annealing, tempering, normalization (aging).
- Firing ceramic products, especially artistic ones, to obtain an even surface tone.
- Drying of electrically conductive materials; As is known, microwaves can only dry dielectrics.
- Combustion to mineral components by sublimation of volatiles (ashing). In this regard, there is such a sad duty as cremation.
In addition, muffle furnaces are used in assay analysis for the so-called. cupellation, for growing single crystals and in many other areas. Eg. in medicine – for high-temperature sterilization.
Make or buy?
With your own hands you can make a furnace with a muffle with a volume of up to 5-7 liters. If you ask about the proper quality of processing, then this work is not easy. Therefore, first, let’s see which of the ready-made stoves are suitable for home use and how much it will cost to purchase them.
Laboratory assistants, scientists, and just craftsmen are well acquainted with the honored veteran - the PM-8 electric muffle furnace (see figure) with a muffle chamber volume of 6.5 liters (in the figure on the right, 190x120x300 mm). The secret of the “peemka” is in the chamber; it is made of heat-resistant ceramics using the slip casting method. The PM-8 muffle is eternal, for it separately at auctions they ask for half the cost of the furnace.
Muffle furnace PM-8
PM-8 is available in 2 modifications, PM-8K with manual temperature preset and relay control, and PM-8M with digital control. The factory price, accordingly, is about 20 thousand rubles. and from 23 thousand rubles. The number 8 in the designation is the number of temperature control steps, from 100 to 900 degrees. Power consumption in heating mode is up to 2.4 kW, i.e. The "pemka" can be plugged into an apartment socket. You can take a used PM-8 without fear, the construction is oak. True, the price will not be reduced much.
The only drawback of PM-8 and PM-10 from the same series is that the door gets very hot. Laboratory technicians working with the PC can be recognized by their constantly burnt fingers.
The range of modern muffle furnaces on sale is quite wide. For example, Russian SIKRONS (two left positions in the next figure) no longer fire, and the price is at the same level - from 23,000 rubles. But they are conditionally muffle-type; the heating coil is located in the chamber. Therefore, without anything in them, you can only fire ceramics, and all operations with metals must be carried out with great care. Especially for remelting; SIKRON is not recommended for it at all.
Modern muffle furnaces
SNOL stoves, middle positions. in Fig. – full-fledged muffle. True, it is possible to burn the SNOL if you handle it awkwardly; opening the door from the side does not guarantee against burns. But they are produced in a wide range of standard sizes, from the smallest. But the prices are clearly not Russian: the cheapest SNOL costs less than 30,000 rubles. can not found.
Of the domestic models of “apartment” power, MIMP and “Nakal”, 2 right positions, diverge well. in Fig. They are cheaper than PM; buy a used one for 8-9 thousand rubles. is quite real. However, their chambers seem to be made by sintering ceramic powder, so these stoves are not intended for regular use for decades. However, they are quite suitable for occasional use in a home workshop.
Another thing worth mentioning is the Israeli kiln specifically for Shenpaz ceramics. For established handicraft production with stable sales, this is a good option. Although it costs a lot, from $3000, the products look exactly the same. Shenpaz is readily accepted by dentists; it costs much less than Focus, etc., and works just as well.
Types of muffle furnaces
Muffle furnaces are divided according to the type of heating:
- Electric muffle furnaces are a type of chamber electric resistance furnaces.
- Gas muffle furnaces.
According to the protective treatment mode:
- Air: heating in air (general purpose).
- With a protective gas atmosphere: heating in a special gas environment (hydrogen, argon, helium, nitrogen, reducing gases, nitriding gases, etc.).
- Vacuum: heating in a vacuum.
By design:
- Vertical loading (potted).
- Bell-type (with separation from the hearth).
- Horizontal loading (simple).
- Tubular (verification of thermocouples).
To buy a muffle furnace, you first need to decide for what purpose it will be used, what size the workpiece or chemical samples will be heated in it and to what temperature.
The size and heating temperature of the working chamber is very important because... The price largely depends on these two parameters.
Currently, there are many muffle furnaces on the market with a variety of names:
- laboratory muffle furnace;
- jewelry muffle furnace;
- dental muffle furnace;
- industrial muffle furnace;
- training muffle furnace.
From all the variety, it is not always possible to choose a muffle furnace according to the specified parameters and at an affordable price.
Therefore, we will try to figure out what unites all these muffle furnaces and what their differences are.
Laboratory muffle furnace
Laboratory muffle furnace - used in the laboratory and carried out in it, many different tests with materials: heat treatment (heating, hardening, firing) analytical work, laboratory chemical analyzes with maximum accuracy of heating and control of the set temperature, so they are bought with program control and heating temperature from 1100 degrees.
Jewelry muffle furnace
A muffle furnace for jewelers is used for melting precious metals, so it can be classified as a professional jewelry melting furnace.
Most often, jewelry muffles are purchased for melting silver, gold and platinum.
To choose a suitable jewelry melter for melting such metals, you need to proceed from the melting temperature of gold, silver, platinum, etc.
When working with precious metals in a jewelry furnace, you don’t need to save on cost and buy a jewelry furnace with 30 temperature control programs and PID automatic control.
Unlike a laboratory muffle furnace, a jewelry muffle furnace must be selected according to slightly different technical parameters.
A jewelry muffle furnace must have a working chamber size of maximum 200×200×200 mm and a heating temperature of no more than 1200 degrees Celsius.
Since the jeweler works with a small amount of precious metal, there is no point in overpaying for a large volume of the working chamber.
Dental muffle furnace
In dentistry, a muffle furnace is most often used for drying, firing, and heating (orthopedic dentistry).
Muffle furnaces for ceramics are most often purchased for dentistry with a heating temperature of 1100 to 1200 degrees Celsius. With a working chamber size from 100×100×100 mm to 200×200×200 mm.
For such specialization, a muffle furnace with a small volume of the working chamber is suitable, from 100×100×100 mm to 200×200×200 mm, but more is possible.
Industrial muffle furnace
The differences between industrial muffle furnaces and all others are the size of the working chamber, no less than 200×200×200 mm and the heating temperature of the working chamber from 1400 degrees to 1750 degrees (it can be heated higher, but when heated to 1800 degrees the heating element quickly becomes unusable).
In this case, the price of the muffle depends not on the size of the working chamber, but on the heating temperature.
In industrial production, they try to use muffle furnaces with the maximum temperature and configuration because The activities of such enterprises are very extensive and these units perform many functions; practically, the operation of such furnaces is carried out according to all parameters.
Training muffle furnace
If you need a training muffle furnace designed for annealing, hardening and firing, then a muffle furnace with a maximum heating of the working chamber of 1100 degrees and with a standard working chamber size of 100 × 100 × 100 will suit you. Such furnaces are usually called “mini muffle furnace” or “small muffle bake".
To choose a muffle furnace, you need to consider what knowledge you want to achieve when working with a muffle furnace.
Muffle furnaces range from simple ones (at the level of using a household microwave oven) to complex muffle furnaces, which are controlled via a personal computer or laptop.
If you do it, how?
Most of the designs described in the sources will give such a quality of processing that it is easier to put the finished muffle (see below) into any furnace or supercharged furnace. And to “bring them to mind”, you will need to spend no less than buying a good factory used one. Therefore, further we will focus on stoves for small, delicate and important work, about which the general public probably knows nothing at all. Let's first understand the key components, and then move on to the structures.
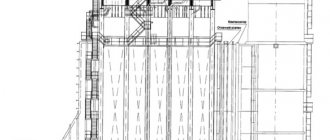
The design diagram of an industrial muffle furnace is shown in Fig. Simplifying it and reducing the cost can be started right away with the flame tube: for chamber volumes up to 10-20 liters and, if the furnace is not intended for ashing and cremation, a small hole in the rear wall of the muffle will be sufficient.
Construction of an industrial muffle furnace
This oven is a chamber oven with horizontal discharge, which is simpler and safer to use. But in some cases, shaft furnaces with a vertically located blind muffle are easier to manufacture and cheaper. In addition, it is easy to provide heating in them without air access if the muffle has a lid. But in any case, the key components will be the heating system, the chamber itself and a thermocouple for temperature control. We'll figure out the thermal insulation and general design as we go.
Heat source
They say that a muffle furnace can be made even with wood. Well, if you can find firewood with a calorific value of more than 14,000 kcal/kg, then you can. But no - it is useless to cover a small muffle with a huge woodpile; most of the heat will go to increase the entropy of the Universe.
In principle, the necessary concentration of heat can be created by stone or charcoal, but only in a supercharged forge. Then there is no point in building a whole furnace; it is enough to place the muffle in the forge as needed, which is what was done in the Jeanto forge. Liquid fuel provides more than enough heat per unit of its volume, but it itself evaporates when heated. If these gases are not captured and the muffle is not forced to heat, the heat will also evaporate to no avail.
What remains is gas, either natural or from a gasifier, and electricity. The first is cheaper per unit of heat release, the second is easier to handle and manage. We will continue to work with these heat sources.
Thermocouple
Without continuous temperature control, a muffle furnace is simply an expensive and dangerous toy; the degree of heating often needs to be monitored in a closed volume, and the experience of a blacksmith will not always help here. The only option for a temperature sensor up to 1000-1300 degrees is a thermocouple. But there is no need to think about where to “get” platinum. Here are two options for quite affordable thermocouples, operational up to 1100 degrees:
- Iron constantan, thermo E.M.F. 53 mV/deg.
- Nickel-iron, thermo E.M.F. 34 mV/deg.
With almost no loss of accuracy, iron can be replaced with low-carbon structural steel, i.e. ordinary soft steel wire. Nickel wire is on sale, and constantan is used for winding school rheostats.
There is no need to weld the ends of the wires; just twist them tightly with pliers. They still burn quickly, not platinum. Then the end is bitten off and a new twist is made. Of course, the wires should not touch each other except when twisted.
Temperature control - with a regular household digital tester. E.D.S. at the ends of the pair will vary within 0.53 (0.34) - 5.3 (3.4) V, the digital camera reliably catches such voltages. In a small chamber, one thermocouple is sufficient.
Muffle
The ceramics for the muffle are not ordinary ones, but ones with good thermal conductivity. It is given by additives of rare metals. Therefore, it is better to make the muffle yourself and not try. We’ll see where to find a ready-made one a little lower, but for now we’ll show you why homemade products are bad.
Disadvantages of homemade muffles
On the left in Fig. – a stove with a homemade muffle made of refractory clay. Firstly, clay, even fireclay, conducts heat too poorly for uniform heating of the muffle. Secondly, to fire a workpiece, a temperature is required not lower, but much higher than the working temperature. Where can you get 1400-1500 degrees on the farm, and even 1900 for fireclay? What ignorance of these conditions or neglect of them leads to can be seen there.
A faceted chamber made of shaped fireclay bricks (on the right in the figure) is already more durable, but heating it from the outside in any way is useless. Chamotte conducts heat, although it conducts heat better than red brick, but it is rather weak for a muffle. All that remains is to place the open electric coil inside, but, firstly, this is strictly prohibited for household appliances.
Secondly, and most importantly, the muffle will no longer be a muffle. Hot metals noticeably evaporate; anyone who has been to a foundry remembers the characteristic smell. And the vapors of the spiral alloy have nowhere to go except into the part or product. As a result, a valuable alloy may completely lose its value, aged or cemented metal may not gain strength or become brittle, and the figurine may become striped or stained.
So where can you get a muffle?
The best option is ceramic chemical glassware; it is sold in laboratory equipment stores. Shape, size - to choose from, supplied with lids. You can choose a stove with both horizontal and vertical load. High thermal conductivity, excellent chemical resistance.
For furnaces with a horizontal chamber open at both ends (tube furnaces), pieces of tubes from broken powerful fuse links are perfect. They are made from electroporcelain. Its other name is zirconium ceramics. Exactly the same as what goes on PM muffles. And also cast.
Such large fuses are used at transformer substations (TS) of electrical networks or distribution areas (RU) of power lines. The internal diameter is from 5 to 30-40 cm. They are not subject to strict accounting, so you can buy or beg without fear of prison.
It’s easier for ceramic artists: 800 degrees is enough to fire ceramics. Therefore, any earthenware or porcelain vessel of suitable size and configuration will be suitable for the muffle of a ceramic firing furnace. Even the flush cistern from an old toilet.
About school rheostats
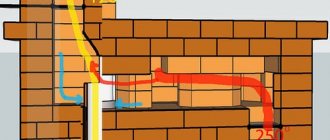
It is useless to try to turn a school rheostat into a muffle: its frame is fragile, porous, and the winding, when heated, short-circuits. But the rheostat as it is keeps the temperature at 250-300 degrees. This makes it suitable for making homemade carbon parts from satin-weave carbon fiber and hot-curing resins. Veteran aircraft modelers, for example, use this method to form fuselages, wing edges, spars, ribs and stringers of their championship-class aircraft.
About Electric Power
In order not to get bogged down in calculations, let’s immediately determine the power consumed by the furnace. Let's hope that the reader will be able to calculate the resistance of the spiral, the diameter and length of the nichrome wire himself, or will refer to the manuals on this topic. So:
- Furnaces with a closed muffle type PM, horizontal or vertical – 450 W/l.
- Firing bell furnaces for small ceramics – 650-700 W/l.
- Tube stoves, horizontal only – from 1.5 kW/l.
In all cases, it is assumed that the thermal insulation is properly insulated and the operating temperature is 1000 degrees. And keep in mind that the power required for the furnace is proportional to the FOURTH degree of temperature! The length of the stove-pipe must be at least 3-5 of its internal diameters.
How does an electric muffle furnace work?
The working capacity of an electric muffle furnace is the so-called muffle. This is a ceramic or fiber tank of a semi-cylindrical shape, the heaters in which are built into the walls, i.e. are internal or closed. There are electric furnaces for ceramics and porcelain with stationary muffles, as well as those equipped with a stationary heating chamber and a replaceable muffle. In any case, when the heating elements are closed, the processed materials and objects are protected from direct radiation from the heaters. And those, in turn, are protected from exposure to aggressive vapors and volatile substances released during heating.
Muffle furnace design
What does the design of an electric muffle furnace consist of?
An electric muffle furnace is a device consisting of several elements:
- Working chamber . Various substances and objects are heated in it.
- Housings _ Performs protective and heat-insulating functions.
- Heating elements . Ensure the performance of thermal operations.
The wire or tapes are located in the chamber; they can be partially or completely open or completely closed.
Operating principle of a muffle furnace
Considering the muffle furnace, its structure and principle of operation, we can say that over the past centuries the equipment has gone through many transformations and has changed. Only the essence of its functioning remained unchanged. Parts or substances placed in the muffle are isolated from the external environment and heated evenly on all sides.
Harmful substances that may be released from samples during heating are removed using a ventilation system. In addition, the ovens provide natural or forced convection
Heating elements of muffle electric furnaces
As can be seen in many photos, the muffle furnace performs heat treatment thanks to heaters. They can be of different shapes and sizes. Depending on these indicators, different numbers of work items may be required. They are located around the entire perimeter of the loading block, and may differ:
- Design (tubular, tape, spiral, etc.).
- Manufacturing materials (nichrome, fechral, tungsten, chromite, etc.).
- Method of arrangement (closed, open).
The most common form of heaters is a spiral made of wire with excellent heat resistance and resistance.
Electric muffle furnace control system
A modern muffle furnace is a device that makes it possible to process various materials and is easy to use thanks to control modules. Today, mechanical, analog models are used less and less; they have been replaced by electronic and programmable thermostats. With their help you can quickly and clearly:
- Set any thermal values.
- Set gradients and switching times.
- Monitor current thermal indicators.
- Carry out heat treatment with high precision.
- Set heating times and temperatures.
- Determine the holding period and cooling time, etc.
Modern modules allow you to program even complex operating cycles of equipment
Shaft furnace on gas
The diagram of a gas vertical muffle furnace is shown in Fig. It is based on a ready-made muffle-chemical vessel 1. The dimensions of burner 3 are shown conventionally; a large one from a kitchen stove will ensure heating of a 3-liter muffle to 800 degrees. The general proportions are approximately the same as in Fig. Some deviation is not critical.
Gas shaft muffle furnace
To heat the stove, we buy separately a gas burner for a household hob with a jet and fittings for it. We install the burner on a steel sheet and power it from a cylinder with a reducer. The heating power is regulated, as in a stove, by turning the nozzle knob.
The requirements for housing 3 in a steel shell and on legs are not as high as for the muffle, so you can make it yourself. You will need fireclay (fireclay, kaolin or blue Cambrian) and fluffed asbestos to fill the clay solution and thermal insulation. If desired, asbestos can be replaced with better quality, but more expensive, expanded vermiculite.
The clay for molding the body is first soaked (“fermented”): the clay powder in a bowl is filled with water to the top of the filling and left to “sour” for a day. Next, the solution is kneaded until the plasticine is thick and 25% by volume of fireclay sand (for fireclay clay) or clay sand of the appropriate grade is added to it.
Note: clay sand is ground ceramic waste made from this clay. Available for general sale.
Then add 1-2 volume parts of fluffy asbestos, and the solution is thoroughly mixed. By this time, you need to prepare a wax model (dummy) for the inner conical part of the body. The outer parts (cheeks, protrusions for the muffle rim) are formed either by hand or on a potter's wheel. We immediately make holes for the steel legs of the stove. Or we form the legs from the same mass, only then we will have to adjust them with a grinder so that the stove stands level.
Note: there is no need to test for fat content, as for oven mortar. For a small, solid and mechanically almost unloaded part, the natural fat content of good clay is sufficient.
This is followed by drying in the shade at 20-27 degrees for 2 weeks. After drying, the wax is melted from the inside with a household hairdryer, it is suitable for further use.
The dried body is first fired in the Robinson Crusoe way: it is made from bricks laid directly on the ground to dry it. They surround it with a fence 0.7-1 m high, made of steel mesh or perforated sheet, so that later the coals do not spread and there is access to air. Place the workpiece on the floor, cover it with any ceramic dish and fill it, only carefully, with fuel (coal, firewood) to the top of the fence.
The fuel is ignited from below. When it burns down to coals, add more and more until the workpiece is completely hidden under a mass of hot coals. Then, adding fuel little by little, the process is maintained for 4-6 hours. Next, we wait until all the coals burn to ash and the ash cools down. Only now can the workpiece be removed.
Note: firing must be done under a canopy. Not a drop of water on the fire!
The final firing of the body is done in an assembled furnace, with thermal insulation laid between the cheeks and the shell put on. We put the muffle in its place, only empty. Turn on the burner to the lowest heat, and gradually, over 30-40 minutes, bring the flame to the highest. We heat the stove like this for an hour and a half, after which it is ready for use.
Buy a muffle furnace or make one yourself
It is quite possible to figure out how to use a muffle furnace on your own, but how to make this device is not entirely easy to understand. Having considered even an incomplete list of necessary starting materials and a schematic description of the construction process makes it clear that independent production of muffle furnaces is quite a complex matter. The market offers a large selection of different models, which allows you to find the best option.
Workers in laboratories, workshops and workshops know what a muffle furnace made in strict accordance with technological requirements means - the equipment not only speeds up many processes, but also allows them to be carried out with extreme precision.
Making a muffle furnace at home
How to make a muffle furnace with your own hands
Regardless of the design of the muffle furnace, the design of the device will consist of the following elements:
- Muffle . It’s better to do it yourself and not try, because... you need ceramics with high thermal conductivity, which can only be provided by additives made of rare metals. Purchasing ready-made ceramic dishes from a laboratory equipment store will help you get out of this situation.
- Fireproof. As the first layer, you can put asbestos boards and fiber, as well as fireclay bricks, which will be the cheapest in cost. For the bond, it is better to take a fire-resistant mixture for masonry.
- Frame . Many home-made refrigerators use old refrigerators, which must be strengthened, especially the bottom. This can be done by welding a steel rectangular angle.
- A heating element . There are ready-made spirals, but if you wish, you can wind them yourself from nichrome or fechral wire.
Basalt wool is used for reliable cladding of the body
Tools and materials for making a muffle furnace
The use of a muffle furnace is relevant in various fields. Depending on the operating conditions and the type of samples being processed, the following are used for the production of equipment:
- Structural steels . They are used to make the body (casing), support, door and some other elements.
- High alumina materials and fire retardant fiber . They are used to construct working chambers - muffles.
- Nichrome , fechral, tungsten, molybdenum, tantalum . These and other materials serve as the basis for the heating elements of a muffle furnace.
- Fiber pressed blocks . They form a highly effective thermal insulating shell (lining).
A prerequisite for the materials used is environmental friendliness, heat resistance and impact resistance
The following tools are used to create an electric muffle furnace:
- Drill and set of drills.
- Grinder, cutting and grinding wheels.
- Welding machine, electrodes, clamps and magnetic corners.
- Hacksaw.
- Screwdriver.
- A tape measure, a metal ruler and a construction square.
To construct a muffle furnace you will need tools for working with metal and wood.
Step-by-step process for making a muffle furnace
Before you start designing, prepare a drawing of a muffle furnace, all the data in which will be derived using formulas and precise calculations. Make sure you have all the necessary components and accessories. After preparing the components, their adjustment begins, among the many stages of which:
- Laying bricks on the bottom and walls of the future muffle furnace.
- Door sealing , which can be done using silicone, and sometimes a screw locking device is created.
- Heating coil gasket , etc.
When choosing the optimal volume of the working chamber, consider the size of the objects that will be processed
Furnaces for ceramics
The simplest kiln for firing ceramics
The simplest kiln for firing small ceramics is shown in Fig. A household electric stove, a clay flower pot of a suitable size - that’s all. You just need to place a piece of fireclay brick under the product so that the spiral does not heat it directly from underneath. The power is regulated by an LATR or thyristor regulator.
It is not necessary to insert a thermocouple into the hole of the pot; the process with such a small oven is easily regulated visually: at dusk or a cloudy day in the room, the sides of the pot should glow dark red. When this glow appears, we begin counting down the firing time, 4-12 hours, depending on what is being fired. Overshoot is visible - reduce power.
Kiln for ceramics from a faience barrel
For a larger furnace (next fig.) you will need a larger muffle. The best option is an earthenware barrel (see the picture on the right below), the pickles in them still turn out to be unimportant. In the bottom of the barrel, a hole is drilled with a diamond drill for a thermocouple and the outlet of expanded air.
Now we need a pod. It is assembled dry from fireclay bricks on a steel sheet and fastened with a frame from a corner. Inside, closer to the edge of the barrel’s neck, make 2-3 circular grooves with transitions and place a spiral or heating element of the required power in them.
Earthenware barrel
The last stage is the outer galvanized shell. It is removable and is put on after the product is installed on the floor and covered with a muffle. The gap between the shell and the muffle is filled with asbestos or vermiculite.
The firing procedure is the same as in the previous case, but the temperature is controlled only by a thermocouple. The barrel is large, its walls are thick. Even if you do not make shells with backfill, until it lights up, the product will burn out.
Criteria for selecting quality clay
You need to start by determining the place of “mining” or purchasing the main material for brick production - clay. The most important thing is to find exactly the “right” material! It’s great if you own land or a quarry and there are deposits of valuable material on them, but what if not? We go to the construction base and carefully study the characteristics of the clay, its fat content, because the quality of the resulting brick depends on this.
It’s quite easy to check for yourself whether the clay you find is the right fat content. It is best to take samples of material from several sites or places of sale; approximately half a kilogram will be enough.
Why do we need a small amount? Add a little water to each sample and mix thoroughly. The clay should absorb water and begin to stick to your hands - at this point you can complete the process. From the prepared mass, make balls with a diameter of about 50 mm and cakes with a diameter of 100 mm. We leave them in a well-ventilated area or outside under a canopy and dry them for 2-3 days. It is clear that such actions must be performed with each clay sample.
Now we can start evaluating our samples:
- if cracks appear on the balls and cakes, you will have to add sand during the brick production process; your clay has a high fat content,
- if there are no cracks, the ball must be thrown effortlessly from a height of 1 m. If it does not collapse, it means the clay is of optimal fat content,
- When the ball scatters, we can conclude that lean clay was used for the sample; in this case, you will have to add fatty clay.
Additional components (sand or fatty clay), depending on the characteristics of your material, should be added in portions, constantly checking the quality of the finished mass. In general, the greater the plasticity of the clay, the easier it is to make bricks.
Advice: samples and tests must be continued until the optimal composition of the mass is found.
To achieve good plasticity, dry material is poured into containers with water and left in this state for some time, periodically adding new portions of material and mixing the composition. Freezing clay during the cold winter months also helps to increase plasticity.
After soaking, the solution must sit for about three days.
Important: in the process you cannot use clays with admixtures of stones, pebbles, soil and carbonates (white components larger than 1 mm in size)
Tube furnaces
For an electric furnace-pipe of a sufficiently large diameter (say, from a fuse-link body), we will first give a recipe for coating the heater. The composition is the same as for the body of a gas oven, but, firstly, the clay is kneaded until the thickness of good sour cream or liquid cottage cheese. Secondly, the thermal insulating filler (asbestos, vermiculite) is provided in 4-5 volumetric parts relative to clay.
The next point is winding the spiral. On the root (initial along the winding) end of the pipe, tightly, close to each other, we wind 5-10 turns of nichrome and grab them tightly with a metal clamp and a screw with a nut and a spring washer (grower). The “ears” of the clamp must be elongated and have holes for current supply and heat removal; For more information about this, see below, in the section on mini-ovens.
Note: the first/last turns play the role of current collection. Nichrome has the property of partial self-insulation, which is why it is used on heaters. Simply pressing the end of the wire with a clamp can make poor contact, and to fix the problem you will have to break the stove and do it again.
Next, we wind it into 2 wires: next to the nichrome wire we place a copper wire of the same diameter. At the end of the winding we make a current collection and secure it with a clamp, as described above. Now we remove the copper and start coating. Apply the coating in a layer of 4-12 mm until the solution has settled. Then - a week of drying, an hour-long run at half power (voltage is 1.4 times less than the nominal one!), and final assembly of the oven, similar to that described below.
Note : if you know how to wind windings with variable pitch, then it is better to drive the nichrome turns towards the middle of the pipe and accelerate towards the edges. This way the stove will be much more economical and durable.
Muffle furnace 55-64 l.
Features and prices:
- Loading: Horizontal
- Temperature: 1250°C (or 1350°C + 10,000 ₽) More details.
- Network: 220V
- Power: 4.5 kW
- Thermoregulator: Termodat 14E5
- Thermocouple: THA (Type K) chromel-alumel 1.2 mm (Platinum-platinum-rhodium up to 1350°C)
- Heating elements: Fechral (Eurofechral) 2.2 mm
| 350*350*450 | 55l | 111 000 ₽ |
| 300*600*300 | 55l | 113 000 ₽ |
| 400*380*400 | 60l | 115 000 ₽ |
| 400*400*400 | 64l | 116 000 ₽ |
The best selling stove of 2021 is 60 liters. Therefore, we have developed more similar standard sizes - 55 and 64 liters. Muffle furnaces 55-60-64 liters are the most popular in most workshops and home environments. With a rather impressive chamber, service life and compact dimensions, it consumes only 4.5 kW and then only when the maximum temperature is reached. The multi-stage relay used in these furnaces allows you not to load the electrical network and use the furnace as an ordinary electrical appliance. Its consumption is comparable to 3-4 electric kettles.
Mini-muffle
PEV type resistor
For small jobs, as a ready-made muffle with a heater, you can take a PE or PEV wire resistor of 50, 100 or 150 W (see figure). Its power is indicated on the housing after the type, for example. PEV-150. The internal diameter of PEV resistors is respectively about 20, 30 and 38 mm. About - because different factories at different times used slightly different tubes made of electroporcelain.
The resistance value for voltage 220 V for 50 W is 910-1000 Ohm, for 100 W – 430-470 Ohm, for 150 W – 330-360 Ohm. There is no need to force heating by decreasing the resistance; anyway, such a stove will not produce temperatures above 900 degrees, and the resistor will quickly burn out.
The weak point of PEV as a muffle is the contact clamps; they are made of brass, so they require a heat sink. It is made from copper strips with a thickness of at least 2 mm, as shown in the following. Fig.. An enameled copper busbar is very suitable for the windings of powerful transformers; enamel will provide additional insulation.
Mini-muffle furnace made from a resistor
After installing the heat sinks (aka legs), power wires are connected to the resistor terminals, and the heat sink legs are insulated with 2 layers of glass tape with a 50% overlap of turns. The insulation is impregnated with heat-resistant (not lower than 130 degrees) varnish.
The last stages of assembly are to put a thin steel shell on the stove and fill it with thermal insulation. The edges of the shell must be knocked out in advance or bent inward at a right angle so as not to cut through the insulation of the legs. There is no need to make a complete flange inward, this way the insulation will be better kept in the shell. That’s it, the resistor stove is ready for use immediately after assembly.