Home / Gas boilers
Back
Published: 06/03/2019
Reading time: 5 min
1
6027
Global industry today consumes enormous amounts of energy. The biggest problem is that half of it is wasted due to inefficient generation processes. Heat in the form of steam, hot water or flue gases is released into the environment in almost any production cycle.
Today, using smart, modern recycling systems, waste heat can be reused for other purposes, reducing carbon emissions and thermal pollution. Statistics confirm that major sources of thermal pollution are oil refining, metallurgy and energy.
Waste heat boilers (HRB) are boilers for using waste heat and process gases from gas turbine and diesel plants. The temperature of emissions reaches hundreds and even thousands of degrees, and therefore engineers and researchers are faced with the question of maximizing the use of this energy.
- 1 What is a waste heat boiler
- 2 Application of waste heat boilers
- 3 Operating principle
- 4 Classification of waste heat boilers
- 5 Thermal calculation of the heat exchanger
Description of types of waste heat boilers
Waste heat boilers use the thermal energy of exhaust gases.
The operation of heat exchange units is based on the transfer of energy contained in hot gas masses to a liquid coolant. A recovery boiler is usually not equipped with a burner, since its design does not involve heating and combustion of fuel resources. But it contains an incandescent electrode and a block that ensures artificial movement of gas along the internal paths of the boiler unit. The devices differ in a number of characteristics: they are single- and double-circuit, with different dimensions of the heating tank.
Depending on the temperature of the exhaust gases, units can be divided into those operating at low and high temperatures. The first category includes indicators up to 900 °C, the second – those exceeding 1000 °C.
Based on the operating principle, waste heat boilers can be divided into two classes. Steam units are used to generate hot steam for heating or industrial use. Water heating devices take gases that leave the installation and transfer their heat to water. The latter can be used for heating or other purposes.
Steam devices and boilers designed to heat water can be equipped with a combustion chamber. Since a lot of energy is generated by recycling masses of gases that would otherwise be released into the atmosphere, such boilers are sometimes used to produce electricity. There are models that are not equipped with a firebox. In such devices, gases directly act on a heat exchanger with liquid or steam.
All structural elements in which combustion processes take place are made of fire-resistant materials.
Design and principle of operation:
Combined-cycle units use boilers in which steam has medium or high pressure. Once steam is produced, it is driven into a steam turbine. In addition to steam, a combined cycle gas plant uses the energy of exhaust gases as an energy source.
The design of combined-cycle equipment includes water-tube boilers with convective heating surfaces and reusable forced-type circulation. The design data of the heating unit depend on the power rating of the steam turbine. Different models have from one circuit to several independent circuits with different steam pressures.
The design of a three-circuit waste heat recovery boiler includes:
drum with high pressure separation devices, drum with medium pressure separation devices, drum with low pressure separation devices, high medium and low pressure superheaters, secondary superheater, high medium and low pressure evaporators, high and medium pressure economizers, gas condensate heater, frame, service areas, insulation and sheathing.
All heating surfaces are made of pipes with spiral fins and are drainable. The boiler is equipped with the necessary fittings, fittings and instrumentation.
Fig.1. Waste heat boiler KGT-258/310/35-15.0/3.14/0.44-540/535/263
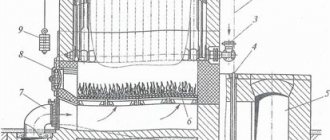
Unified energy recovery boilers of the PKK type, designed to burn exhaust gases from soot production and produce steam, are installed behind high-temperature heating furnaces.
Boilers of the PKK type are single-drum, convective, with natural circulation, made in a U-shaped arrangement.
Waste gases together with high-calorie fuel are burned in an unshielded pre-furnace. From the pre-furnace, combustion products enter the lifting flue, where sections of the convective beam are located - screens formed from pipes, which are united by individual inlet and outlet manifolds. Screen sections are suspended from the boiler ceiling on steam exhaust pipes, which are connected to drum 8. The drum is mounted on a metal frame of a welded structure.
In the space formed by the bending of the sections of the convective beam screens, there is a steam superheater, which, depending on the boiler performance, consists of one (PKK-30 boiler) or several packages (four for the PKK-100 boiler).
In the downdraft gas duct along the gas flow there is a vertical tubular air heater and a water-based steel economizer. The economizer consists of three packages. The heating surfaces located in the rising gas duct are cleaned using OT type blowing devices, and the surfaces located in the lower gas duct are cleaned with a shot blasting unit. The lining of the pre-firebox and boilers is made in the form of three-layer brickwork. Boilers of the PKK type, supplied in transportable blocks, are produced in three types: with a capacity of 30, 75 and 100 t/h of steam.
Rice. 1. Waste heat boiler type PKK: 1 - pre-furnace, 2, 10 - gas ducts, 3 - steam superheater, 4 - screens, 5 - collector, 6 - steam exhaust pipes, 7 - frame, 8 - drum, 9 - shot blasting unit, 11 - air heater, 12 — economizer
Equipment configuration
In the basic configuration, the boiler units are equipped with a sufficient number of functional blocks. It necessarily includes a pump group, insulating devices, and a control panel.
Reorientation of a production enterprise or its development of new areas of activity may require additional technical devices. It may include the following elements:
- protective devices: heat-resistant shielding, safety blocks, shut-off valves, hanging parts;
- pump equipment;
- devices providing ventilation and injection of air masses.
Some multi-component systems also use reinforcement elements from the plumber's arsenal. They are needed for the design of various types of heat exchange devices.
In some situations, it is advisable to purchase a source of uninterrupted electricity. The design of a number of models provides the possibility of connecting a burner.
Specifications
The full use of gas waste allows boilers to have high efficiency indicators. For devices running on liquid or solid fuel, they are significantly smaller. However, if the heat exchange surfaces are heavily clogged, the efficiency of the unit will decrease. These parts of the structure can be cleaned by washing with water or blowing with steam. Vibration cleaning technology is also used.
Different industries use different types of boilers at certain stages of the production cycle. They differ in the number of steam generation registers, power parameters, circulation circuits used, and demands on the quality of the coolant.
How efficiently the unit will operate depends on the type of supply, the amount of gas masses and their temperature. The volumes of waste discharged differ from industry to industry. The largest amount is formed during oil refining and metallurgy. Charge gas is specific to the latter. The presence of metal scale is favorable for combustion of gas fuel.
Principle of operation
The operating principle of the heat exchanger (economizer) is classic for heat exchange equipment. Hot exhaust gases, acting as a heating coolant, under the influence of pressure created by a heat generator or furnace draft, pass through the economizer through their heat exchange channels. Cold water is pumped in the opposite direction (countercurrent) through its channels (or along a finned tubular coil), which, during the heating process, becomes hot or turns into saturated water vapor. Subsequently, the cooled exhaust gases continue to move into the waste system, hot water or water steam is supplied to consumers.
Advantages and disadvantages
The waste heat boiler reduces energy emissions.
The devices under consideration differ from other types of boiler units by the absence of the need for additional fuel. The utilizer operates only on gas waste. This allows you to use fuel much more efficiently, as well as reduce the cost of cleaning exhausts. In addition, the use of such boilers in enterprises has a positive effect on the environment. Energy emissions are significantly reduced. By reducing the volume of burned hydrocarbon-containing fuel, significantly less greenhouse gases are released into the atmosphere. An energy-saving production cycle reduces enterprise costs.
Cold parts of the unit are subject to corrosion. The efficiency of using a heat exchanger depends on the temperature to which the generated gases are heated.
Features of work
During operation of the boiler unit, its heat exchanger is covered with substances contained in the flue gases. This does not have the best effect on the efficiency of the recycler. To make the efficiency as high as possible, you can install a thermal oxidizer of volatile organics in front of it.
If the need to use the heat of exhaust gases arises only from time to time, the flow of emissions to the boiler can be regulated. For this, a special bypass is used - a block that redirects waste into the chimney. The bypass function can be controlled via a dry contact, which has an open and blocked state, or using an external analog signal. In the latter case, the process is tied to regulating the opening angle of the damper.
Principle of operation
The operating principle of a waste heat boiler is not a complicated process. Let's imagine a space, most often a pipe, filled with compartments of pipes with water circulating in them. It is cheaper to use compartments, since each compartment has a separate pump that maintains fluid circulation. Many small pumps are cheaper than a large one of the same power. Forced circulation of liquid accelerates vaporization.
Under the influence of temperature, water is divided into layers, each of which has its own density. Due to the heating of the lower layers and their rise to the top, mixing and circulation of the liquid occurs in the pipes. Mechanical circulation significantly speeds up this process. The use of pumps allows the heat to be distributed evenly.
Exhaust flue gases with high temperatures pass through the water pipes. Exhaust gases serve as a heat source. To speed up the process, there is a fan at the entrance to the boiler. The entire device contains several fans, which allow you to drive smoke through the firebox several times to achieve maximum effect.
After the boiler, the steam goes to the consumer, from where it returns to the water tank. Makeup water is constantly added to the tank. The cycle cannot constantly use the same liquid; losses during the passage of the network of pipes from the boiler to the consumer are inevitable.
To understand the operating principle of a recovery boiler, you need to know how feedwater is prepared. To prepare it, a deaerator is used, which removes impurities of potassium and magnesium from the water from the citywide network. It is these elements that are responsible for the formation of scale. Without preliminary cleaning, the pipes in the boiler and on the way to the consumer will quickly become overgrown. At best, this will worsen heat transfer, at worst, it will completely stop the operation of the boiler.
Before being fed into the drum, the prepared water is heated to reduce the heat loss of the steam mixture to heat the added liquid. An economizer is used for this. The principle of operation of the economizer is no different from the principle of operation of the heat exchanger in the boiler itself: it is a network of pipes through which water flows into the boiler drum. Through these pipes, the exhaust gas leaves the heat exchangers into the atmosphere.
Economizer
Please note: water does not circulate through the economizer, but flows directly into the boiler drum through a snaking pipeline. The smoke here also does not circulate, simply passing through the pipes. It is impossible to heat feedwater with exhaust gases; the use of pumps and fans is impractical here. At this stage, the gas has already given off its maximum heat reserve; the task of the economizer is to make the cycle even more economical.
This is a brief diagram of the operation of a waste heat boiler.
Application area
Recyclers are especially in demand in industry when a lot of physical heat is released.
It is advisable to install waste heaters if, as a result of some process, a lot of physical heat is released, which must be further used to reduce fuel costs. This includes extinguishing hot coke and operating gas turbines. In the latter case, the boiler is used to generate steam, which is subsequently used to heat the enterprise or solve technological problems.
There are also modifications of the convective type, tailored to the task of cooling carbon gases. They are used in melting steel. The design features of these units provide a large number of artificial circulation cycles and two-stage evaporation. Some boilers burn carbon monoxide. Cooling converter waste reduces entrainment and air pollution.
Thermal power plants use improved variations of heat recovery units. Atmospheric pressure deaeration devices are used to prepare water that supplies heating and hot water supply systems. They are also involved in the preparation of coolant for steam boilers. For vacuum deaeration, secondary gas masses released during turbine operation are used. The result is steam, which is subsequently used again in the turbine plant. This allows you to save fuel resources. Often the generated steam has high pressure.
The use of recyclers in the production cycle brings a number of useful effects: fuel is consumed more rationally, and the flow of thermal energy and harmful compounds into the external environment is significantly reduced. When working with gases of sufficient temperature, the units have very high efficiency.
Gas-pipe heat exchanger
Gas-tube boilers are produced with a horizontal and vertical arrangement and can be used in conjunction with roasting, open-hearth and other furnaces that have a relatively low power.
The gas, whose temperature is about 1200°C, leaves the furnace and enters the lower part of the boiler flue. W-shaped tube strip and screen wall surfaces and a convective superheater package are installed there. Heat turns water into steam, and the steam-water mixture begins to circulate in the specified surfaces. During operation, the heat exchanger produces steam with a pressure of up to 4.5 MPa and a temperature of up to 440°C, which allows it to provide electrical power of up to 8 MW. To maintain a constant thermal potential of the gases entering the recovery unit, a pre-furnace with a gas burner is installed.
All gas turbine heat exchangers have the same operating principle, regardless of the industry in which they are used. They are used for cooling exhaust gases and technological installations that have low power.