Among the variety of modern solid fuel boilers, pellet burners occupy a special place. Their main advantage is the ability to work in completely autonomous mode for a long time. Unlike wood and coal units, fuel is supplied to the combustion chamber automatically, and the set temperature is maintained using an electronic control unit.
DIY pellet burner
The performance and efficiency of a pellet boiler depends, first of all, on the efficiency of the burner device; it is this module that ensures uniform combustion of fuel and heating of the coolant to a given temperature. The article will analyze the design and operating principle of pellet modules and provide recommendations for the independent production of this unit.
Design and principle of operation of a pellet burner
Most pellet burners include the following modules:
- Screw conveyor, through which granular fuel is supplied to the combustion chamber;
- Drive motor;
- An electronic controller that monitors fuel combustion parameters and ensures timely adjustments to the operation of the device;
- A special sensor that controls the amount of oxygen in the exhaust gases;
- Corrugated hose to prevent pellets from burning in the hopper when backdraft occurs;
- Combustion chambers with built-in grate;
- A blower fan that supplies the air necessary for efficient combustion of pellets. The amount of air supplied to the combustion chamber depends on the fan rotation speed and is regulated automatically depending on the selected temperature mode;
- An electric heating element that provides automatic ignition of pellets in the combustion chamber.
Operating principle of a pellet burner
From the external hopper, the pellets fall into the loading window of the screw conveyor, which delivers the pellets to the combustion chamber of the burner. The intensity of combustion depends on the amount of fuel entering the combustion chamber, which is directly related to the rotational speed of the drive motor shaft. The engine speed required to ensure the specified temperature regime is regulated by an electronic controller.
An equally important factor for ensuring the stability of the combustion process and complete combustion of fuel is the presence of a sufficient amount of oxygen in the combustion chamber. In pellet modules, air is supplied to the combustion chamber using a special fan, also controlled by an electronic controller.
The coolant temperature adjustment scheme looks like this:
- From the bunker, using a screw conveyor, pellets enter the combustion chamber. At the same time, the fan turns on to provide air supply.
- Based on a signal from the controller, the granules are ignited using an electric heating element;
- As soon as the coolant temperature reaches the set value, the temperature sensor transmits a corresponding signal to the electronic control unit, which switches the device to standby mode;
- If the coolant temperature drops below the programmed value, the temperature sensor again sends a signal to the electronic controller. The automatic control unit turns on the fan, thereby providing additional oxygen flow into the combustion chamber. Excess oxygen leads to an increase in the intensity of the combustion process and the coolant is again heated to the set temperature.
- If the pellets fade in standby mode, the automatic control system sends a corresponding signal to the electric heating element, which ensures automatic ignition.
Despite the fact that the operating principle of a pellet burner is not particularly complicated, the cost of this unit is quite high. To reduce material costs associated with converting a boiler to pellet fuel, some owners of solid fuel heating units make a pellet burner with their own hands. Like any other production, the manufacture of this device begins with the creation of a set of technical documentation, in other words, drawings.
As a rule, a pellet burner kit includes:
- burner directly;
- feed auger;
- pellet hopper;
- controller.
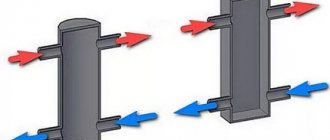
Pellet burners can be classified into retort and torch burners. Most often, retort burners are already built into the side of the boiler (Figure 1.a.), while flare burners can be sold either complete with the boiler or separately, for retrofitting an existing solid fuel boiler (Figure 1.b.).
| a) Pellet boiler with retort burner | b) Pellet boiler with flare burner |
| Figure 1. Retort and flare pellet boilers. | |
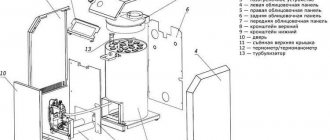
Flare burner
| Figure 2. Schematic representation of a pellet boiler with a flare burner. |
Features of torch type burners:
- possibility of deep modulation;
- possibility of a complete stop;
- a low-power auger is demanding on the sawdust content in pellets;
- auto ignition required;
- a grate cleaning system is required;
- possibility of installation in an existing solid fuel boiler;
- Possibility of relatively free placement of the pellet hopper.
The principle of operation of a torch burner is as follows: Pellets from the hopper are lifted by an auger and poured through a flexible hose (corrugation) onto the burner grate; the burner ignites pellets using an electric heating element (ignition heating element); after ignition, the burner goes into operating mode and warms up the boiler until the set temperature is reached; then the burner goes into stop mode (extinguishing) or into the mode of maintaining the set temperature (modulation). Thus, the burner must be ignited and extinguished at least 3 times a day (the maximum recommended period for cleaning the burner is 8 hours).
Due to the above design features, the burner grate is prone to slagging when operating on low-quality fuel. Practice shows that the quality of pellets, even from one manufacturer, may differ from batch to batch. Therefore, when choosing a burner of this type, you should provide a grate cleaning system in the burner. Such a system could be:
- pneumatic (requires compressed air, supplied by a pneumatic valve according to the program),
- mechanical with a linear drive (the drive can drive both the grate itself and a special piston that pushes out the slag)
- mechanical with a turner (the latter periodically rotates and mixes the contents of the burner, gradually pushing out the slag)
An undeniable advantage of burners of this type is the ability to quickly stop completely. This feature is very useful in cases where there is no heat recovery, for example, in the summer the heating system is turned off and the boiler is used to heat hot water.
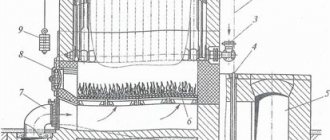
Retort burner
| Figure 3. Schematic representation of a pellet boiler with a retort burner. |
Features of retort type burners:
- a powerful auger is less demanding on the sawdust content in pellets;
- Auto-ignition is not required, the burner is ignited once during the entire season;
- no burner cleaning system required;
- compact dimensions (the auger is not placed outside the hopper).
Principle of operation. Pellets from the hopper are fed by an auger into the lower part of the burner, filling it to the required level. Next, the pellets in the burner are ignited manually or automatically. Then the burner goes into operating mode and heats the coolant to the set temperature. After reaching the set temperature, the boiler goes into smoldering mode. In smoldering mode, to maintain the process, the automation periodically adds pellets to the burner and blows it through. When the coolant temperature drops by a predetermined amount, the burner returns to operating mode.
The retort burner, according to its operating principle, is less prone to slagging, because A portion of pellets re-fed into the burner pushes out the sintered ash. Also, the burner auger is structurally less demanding regarding the presence of sawdust in the pellets. Thanks to the same design features, the boiler can work perfectly without automatic ignition, since in standby mode it does not go out completely, but goes into smoldering.
Screw
When choosing a pellet boiler (burner), you should pay special attention to this unit, because the trouble-free operation of the entire boiler depends on its reliability.
The auger itself (helical spiral) can be axial or non-axial. In retort burners, in most cases, an axial screw is used. A powerful drive ensures uniform rotation of such an auger, pushing into the burner and, if necessary, coloring pellets of any length with almost any sawdust content. In flare burners, various manufacturers use both axial and axial augers. Practice has shown greater reliability in flare burners of axleless augers, because the latter has significantly lower axial rigidity, thereby softening the load on the drive gearbox.
Pellet feeding in some models of retort boilers is carried out using a twin-screw mechanism or using a valve. This is done in order to separate the pellets in the bunker from the pellets in the burner by an air gap for fire-fighting purposes. When using a single-screw feed in a retort boiler, the bunker must be sealed; operating the boiler with an open bunker is not allowed for fire safety purposes.
The most important point in the auger is the protection of the latter from foreign objects. Such protection occurs:
- by current (the auger turns off when the supply current of the auger motor exceeds)
- use of a shear key (if the load is exceeded, the shear key is cut off and the gearbox remains undamaged)
In the absence of auger protection, there is a high probability of failure of the auger gearbox, which entails expensive repairs and long-term downtime of the boiler.
In flare burners, as a rule, screw protection is not provided. In practice, the axleless auger of individual manufacturers in a flare burner ensures trouble-free operation even if foreign objects enter the auger.
Controller and additional options
The pellet boiler/burner controller is responsible for controlling all executive bodies through built-in operating algorithms based on time readings and data received from sensors. The controller can also contain a set of heating system control capabilities. A set of settings for the supply of fuel and air in various operating modes, such as ignition, heating, waiting, modulation, determines the ability to adjust the combustion process to certain characteristics of the pellets and the vacuum of the chimney. Often, at factory settings, efficient operation of the boiler is the exception rather than the rule, because much depends on the quality characteristics of the pellets, such as density, ash content, diameter, calorie content, and the draft created by the chimney can differ significantly from the parameters at which the air flow settings were set at the factory. An incorrectly configured burner leads to unstable operation, popping noises, smoke, and increased pellet consumption. All this can lead to an accident or even a fire. Correct adjustment of the combustion parameters of a pellet boiler is carried out using special equipment - a gas analyzer, the cost of which significantly exceeds the cost of commissioning. Therefore, it is recommended to entrust commissioning work to trusted and experienced specialists.
Some parameters configurable in the controller:
- granule supply time;
- granule supply pause time;
- air pressure intensity;
- cleaning period of the burner and heat exchanger (if cleaning systems are available);
- coolant temperature in the supply (sometimes return) line (by hours and days of the week);
- operating parameters in start-stop, modulation, room thermostat, street temperature modes, control of coolant temperature in heating circuits;
- parameters for turning on/off small circuit pumps, heating branches, hot water supply, solar collector, etc.;
- response temperature of various protective functions (overheating of the boiler, auger, burner, flue gas temperature, pellet level in the hopper, etc.);
- others...
As options, various manufacturers may offer:
- GSM/Wi-Fi modules for remote configuration and monitoring of parameters or only monitoring;
- Automatic ignition system;
- pellet bunkers with increased capacity or automatic pellet warehouses;
- systems for automatic/manual cleaning of the heat exchanger, burner, ash drawer;
- fire protection systems;
- room thermostat;
- wired/wireless remote control module
- others...
How to draw a drawing of a pellet burner
Before starting to develop drawings, it is necessary to carefully study existing designs. This will allow you to choose the right material and avoid design errors.
The presence of drawings greatly simplifies the manufacturing process of the unit. A set of drawings for a pellet burner must include details of the main components and an assembly drawing of the unit, which must indicate:
- The combustion chamber;
- Container for loading pellets;
- Screw conveyor;
- Blower fan.
When used individually, structural elements can be displayed schematically, without elaboration of specific details, however, overall and connecting dimensions must be indicated with maximum accuracy. Drawings of individual parts must contain comprehensive information about the configuration and material used.
Depending on the type chosen, the unit drawings may have a number of significant differences.
Features of operation
When using a solid fuel boiler in a heating system with a circulation pump, the pellet burner must be connected to a circuit breaker. It is not included in the kit, but each burner has a connector for installing it.
The fuel bunker must be located in a dry place not exposed to precipitation. This is necessary to ensure that the pellets do not get wet, since in this state they cannot be used in the burner.
By following these simple rules, you will quickly become convinced of the undeniable advantages of a pellet burner.
Pellet burner - a new stage in the life of a solid fuel boiler
4272 2848 Pellet burner - a new stage in the life of a solid fuel boiler
Gravity pellet burner: manufacturing
Making this module yourself will save you from $300 to $2500. In addition, the use of a gravity pellet burner allows you to completely avoid connecting the boiler to the electrical network. In this case, granular fuel enters the combustion chamber directly from the bunker, and the air supply is ensured by natural draft. The intensity of fuel combustion is adjusted by changing the position of the chimney damper.
The disadvantages of such systems include:
- Possibility of ignition of pellets in the bunker when reverse draft occurs;
- Reduced installation efficiency to 85-90%;
- The need to manually adjust the supply of granules and the position of the gate valve.
Materials for making a gravity burner yourself can include:
- A heat-resistant steel pipe with a wall thickness of at least 4 mm is used to make the combustion chamber;
- Sheet structural steel with a thickness of 3 - 4 mm is used to manufacture the mounting flange;
- The main bunker can be welded from sheet steel with a thickness of 2-3 mm.
Since this type of burner does not require connection to an electrical network, installation of an automatic control system and an electric motor, the cost of manufacturing the unit will be minimal.
Torch pellet burner: manufacturing
Unlike a gravity burner, a flare burner is equipped with a screw conveyor, a fan and an electronic controller, which significantly increases the material costs of manufacturing the unit. Despite this, this design has become widespread due to the following advantages:
- High performance;
- Unpretentiousness to the quality of the granules used;
- Possibility of working in autonomous mode, while the duration of operation is determined solely by the capacity of the fuel bunker;
- High degree of fire safety.
To make a fecal pellet burner with your own hands, you will need to purchase:
- Low-speed electric motor (or two, depending on the design of the feed mechanism);
- A fan that will provide forced air supply to the combustion chamber;
- An electronic controller that monitors changes in coolant temperature and sends corresponding signals to the actuators of the device.
As for the manufacturing process itself, it is much more complicated than the manufacturing process of a gravity burner, since it becomes necessary to install temperature sensors and connect an electronic control system. The materials for manufacturing the unit do not differ from the previous version.
basic settings
The APG-25 Teplodar pellet burner is started by pressing the button located on the side of the hopper once. The device is put into standby mode. To go to the main equipment settings, you must simultaneously press the “Left” and “Right” arrows. Secondary parameters of APG-25 are set during heating or maintaining temperature.
The user needs to set two main parameters:
- Feeding time in “Heating” mode
. The default is 9 seconds with a cycle time of 20 seconds. This is a system setting for a 20 kW boiler heating a room of 180-200 square meters. m. If such power is not needed, the indicator is reduced to 5-6 seconds. The feeding time in the “Maintenance” mode is determined automatically. - Fan power
. The user manual indicates which blade rotation power is selected depending on the pellet feeding time. The parameter is set manually. If the fuel supply is short, the fan operates in moderate mode.
The fan power also affects the speed at which ash is blown out of the fryer. For poor quality pellets, it is necessary to set the parameter slightly higher than the table value, in particular, when working in the “Maintenance” mode.
Retort pellet burner: manufacturing
The supply of granular fuel in such devices, as well as in flare devices, is carried out using a screw conveyor. The difference is that the granules are fed from below. The air required for combustion is forced through special holes in the walls of the retort. For the effective operation of such a device, a controller is required that promptly responds to changes in coolant temperature and makes the necessary adjustments to the operation of the auger and fan.
Unlike flare devices, the flame in a retort pellet burner is directed upward, so the design of the heat exchanger for these units is very different. The disadvantages of retort systems include:
- Possibility of frequent clogging of the air duct openings, leading to attenuation of the device;
- The need to manually clean the retort from combustion products and granulated fuel residues;
- No gaps in the supply of granules. If reverse draft occurs, the possibility of ignition of the pellets in the bunker remains.
Heat-resistant steel and cast iron can be used as the material for the bowl. In some models, the retort can be made of ceramic concrete or fireclay.
The complexity of manufacturing such a device at home is quite high, since in addition to plumbing and welding work, skills in connecting electronic control systems will be required.
Correct boiler settings
When buying a pellet boiler, first of all you need to pay attention to the availability of service centers and official representative offices in the region where the boiler is installed. The pellet boiler is fully automated and requires proper configuration and maintenance. Correctly setting up the boiler will increase its service life, reduce fuel consumption and simplify cleaning the boiler. Start-up and commissioning of this kind of automated equipment must be carried out by a specialist authorized by the manufacturer. In fact, there are no restrictions on starting the boiler and putting it into operation; this procedure can be performed by the installer who installed the heating system, and of course by the user himself. But in this case, all responsibility and further maintenance falls on the person who carried out the launch.
What is important to know to set up a pellet boiler yourself? First of all, you need to understand that an automatic pellet boiler has several operating modes. The most basic and those that require more attention are three: Ignition, Work, Pause. Boiler manufacturers use different types of automation in which all kinds of additional modes can be used, such as: Combustion Stabilization Mode, Modulation Mode, Supervision Mode, etc. When we already have an idea of the modes, it is important to understand how the boiler should behave in each mode.
Ignition mode - when a certain portion of pellets is supplied to the burner using an igniter, or in manual mode it is ignited and complete combustion is stabilized. The boiler usually spends about fifteen minutes in this mode, during which time it also supplies pellets in certain portions, while the boiler automation monitors the temperature of the flue gases. In this mode, it is very important to set up a sufficient amount of pellet supply and air injection so that the temperature of the flue gases rises rapidly. After the flue gases reach 60 degrees, the chimney is considered warmed up, and the automation switches the boiler to Operating mode.
We recommend: Safety valve in the heating system - purpose, design, installation
The operating mode is very similar to the ignition mode. The boiler spends most of its time in this mode. It is at this time that it heats the boiler heat exchanger and brings the temperature in the heating system to the set temperature. During our work, we no longer need to quickly warm up the chimney. Our task is to achieve correct and complete combustion of pellets, a stable and clean flame. Two parameters are subject to adjustment: air blowing power and the number of supplied pellets. The air power is usually regulated in a ratio from 30 to 100 percent, the number of pellets supplied to the burner is regulated in a cyclic ratio, and after a certain period of time a certain portion of pellets is supplied. It is important to understand that the portion of burned pellets corresponds to the declared power. For example, a fifty kilowatt boiler will not be able to provide heat to the room if the supplied pellets are too small, even if the flame is stable. The average heat transfer of pellets from one kilogram when burned can produce up to five kilowatts of thermal energy per hour. The quality of the fuel can greatly affect the consumption of pellets, and in some boilers, the operation of the burner.
Manufacturers of pellet boilers provide standard operating settings. Each power has its own number of pellets per hour and its own air blowing power. Our task as a user or boiler setup specialist is to adjust these parameters so that pellet combustion is complete and consumption is minimal without loss of boiler performance.
This begs the question, where to start setting up a pellet boiler?
We recommend that you first start by adjusting the air and blowing power of the fan. The blowing power may vary for each boiler; it is usually influenced by a number of factors, such as chimney draft, pellet quality and even burner type. The amount of air pumped into the burner should be the minimum necessary for complete combustion of the fuel. This can be determined by the color of the flame.
The correct flame has a yellowish tint, the flames rise upward, the combustion is even, high and stably kept at the same height. It is in such a flame that maximum efficiency is achieved.
Is the flame reddish with noticeable smoke? There is not enough oxygen for combustion; this can be affected by both an incorrectly installed chimney and too little air blowing power. Try adding blowing power and observe the result.
If we observe an aggressive flame, and pellet coals jump up and fall into the ash pan as unburnt pellets, there is too much air blowing, we recommend reducing the air to the minimum required for combustion.
After the flame has been normalized and it meets all the parameters of proper combustion, it has a yellowish tint. Let's move on to adjusting the auger feed. As mentioned above, the auger operates cyclically, feeding certain portions into the burner. Before setting up the auger feed, you need to understand what type of burner your boiler has. A torch burner requires the minimum required number of pellets when burning, so that the pellets do not clog the air supply holes. In such burners, pellets are usually fed in small portions. If we are dealing with a retort burner in the form of a bowl with bottom fuel supply. Here the fuel supply occurs somewhat differently; the pellets supplied from below constantly raise the combustion. Our main task is to adjust the optimal supply of pellets to the burner so that the fuel during combustion is always at the same level. Combustion should occur in the upper part of the burner, and the pellets should not spill over the edge of the burner or sink below the level.
After we managed to select the ratio of pellet supply and air inflation, we should observe the temperature of the water in the system, whether it tends to the set one, and at what speed. Is the boiler gaining temperature very slowly or is the temperature stuck in one place? This means that the boiler is not operating at rated power; it is necessary to add fuel supply and adjust combustion.
We recommend: Operating principle of atmospheric gas boilers: advantages and disadvantages of heating equipment
The final mode is Pause or Stop mode. The pellet boiler goes into this mode when the set task, namely the set temperature, has been achieved. In this mode, the boiler completely turns off the operation of the auger and fan, and waits for the water temperature in the system to drop by several degrees, after which it starts working again, before checking the combustion.
The question is very often asked: Is it necessary to reconfigure the boiler when changing fuel? If these are fundamentally different fuels then - Yes.
For example: We made a tincture using wood pellets, and a little later we decided to switch to husk pellets. Husk pellets burn a little faster than wood pellets and the feed ratio of the auger to the fan needs to be changed.
If the fuel is simply from different batches or from a different manufacturer, then only a slight adjustment of one of the parameters will be necessary. Pellets may differ in density, humidity, calorie content, as well as ash content and the likelihood of caking and cake formation.
Pellet boilers have gained popularity in the line of solid fuel boilers due to their autonomous operation and convenient operation. Such boilers can work from 2 to 10 days on one loading of the bunker and with cleaning the boiler every 4-5 days, while a long-burning boiler with automation will not last even 24 hours and needs regular cleaning before each loading of firewood. However, pellet boilers require proper tuning and it is better to entrust commissioning work to a specialized organization. A properly configured boiler will easily develop the specified power, and the savings on pellets will pleasantly surprise you.