To assemble wiring from polyethylene (PE) pipes, certain skills are required in welding and connecting them using fittings. The equipment used for installing polypropylene pipelines is also suitable for this work.
Welding of polyethylene pipes is carried out with special machines and requires certain knowledge, which we will talk about in this article. We will consider in detail the features of preparing equipment for the welding process, and provide recommendations for making a high-quality weld. We will also consider various options for welding polyethylene pipes.
Methods for welding PE pipes
Industrial low-density polyethylene (HDPE) is a thermoplastic material whose properties do not change during heating-cooling cycles. Therefore, it is ideal for installing domestic and industrial pipelines.
The connection of individual HDPE pipes and fittings to each other occurs using detachable threaded connections or the following welding methods:
- bell-shaped;
- electrofusion;
- butt.
Pipes with a wall thickness of up to 4.5 mm (diameter up to 50-110 mm) are soldered using the first two methods, and for thicker-walled pipes a fittingless butt welding method is used.
HDPE is sensitive to elevated temperatures, therefore it is used only for water supply with an operating temperature of up to + 40 ° C or a short-term increase to + 60 ° C
Option #1 - butt welding mode
During butt welding, it is important to control critical parameters: tool and plastic temperature, clamping force and operation duration. In the absence of sensors for these values, it is unlikely that it will be possible to consistently obtain a high-quality seam.
It is better to consider step-by-step instructions for butt welding of polyethylene pipes using the example of semi-automatic equipment with a hydraulic drive.
Butt welding is carried out if the wall thickness of the polyethylene pipe does not exceed 5 mm and its diameter does not exceed 50 cm. The technology includes a number of standard steps:
Image gallery
Photo from
Step 1: Install and Align the Tubes in the Clamps
Step: Setting welding parameters
Step 3: Melting the joined ends and adjacent sections of the pipe
Step 4: Cool the pipe and check for leaks
Step #1 - heating the joints
After processing the ends of the pipes, the welding mirror is heated to a temperature of 200-230 degrees and placed in the middle of the centralizer. Then, using a hydraulic drive, the edges of the HDPE pipes are tightly pressed against it with a force of 4-6 kg/cm2.
After the burr size approaches the minimum permissible values, the force is reduced to 0.2-0.5 kg/cm2 and the plastic continues to be heated for the entire standard time. Welding is permissible at temperatures from 15 below zero to 45 degrees above zero, but in cold conditions the heating time can be increased.
The clamping pressure is controlled by a pressure gauge built into the hydraulic mechanism. In its absence, the required force is determined visually by the appearance of the burrs formed.
Step #2 - connecting pipes
After the necessary heating and melting of the HDPE at the joints, the pipes are spread apart using a hydraulic drive, the mirror is removed and the welded surfaces are again pressed together with a force of 1-3 kg/cm2 using the drive. The size of the burr is controlled visually, so the clamping pressure may vary.
Excessive force when fusing the ends of pipes is no less harmful than its insufficiency. This leads to the formation of a large internal roller, which will create vortex flows and reduce water pressure
Step #3 - Cooling and Inspection
The pipes continue to be pressed against each other until the joint has completely cooled. After removing the force from the hydraulic drive, the pipes are removed from the clamps of the centralizer, and the condition of the weld and bead is assessed. If their parameters are normal, then the pipe is ready for use.
Option #2 - socket welding of HDPE pipes
After preliminary cutting and preparation of HDPE pipes and parts, you can begin their socket welding. The process will be discussed in the form of step-by-step instructions.
Step #1: Prepare the Soldering Iron
The optimal temperature for welding polyethylene pipes ranges from 210 °C, so only soldering irons with adjustable heating are suitable. Before connecting to the network, you need to screw special double-sided attachments (sleeve and mandrel) onto the iron and place the soldering iron on a cross-shaped stand.
The greater the power of the soldering iron, the greater the number of HDPE pipes it can connect per unit of time. For household work, an 800-watt electrical appliance will be sufficient.
When the set temperature is reached, a warning light (usually green) will light up.
Step #2: Heating the Parts
It is safer to work with hot pipes while wearing gloves. To heat the parts, it is necessary to simultaneously pull one part to be connected onto the mandrel, and then insert the second into the metal sleeve.
You need to connect and disconnect HDPE parts with a soldering iron directly without rotational movements. A similar rule applies when connecting heated products.
To maintain the depth of the connection, you can apply a corresponding mark on the pipe with a marker in advance, and then navigate along it when joining heated products.
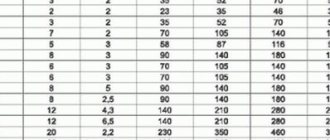
The data given in the table is indicative only, and you should rely only on the information specified in the instructions for the welding machine
Above is a table with the approximate time frame for heating, joining and cooling of pipes, as well as the depth of insertion into the socket. At sub-zero temperatures, the heating time of the material can be increased by 1-2 seconds.
Step #4: connecting the parts
After warming up, the products must be simultaneously disconnected from the nozzles and with a strong direct movement, insert the pipe into the socket to the marked line. You cannot rotate the parts relative to each other. 5-10 seconds after joining, any movements can lead to a sharp decrease in the strength of the joint.
When connecting heated parts, their axes should be as parallel as possible, since after 20-25 seconds it will be impossible to straighten the curvature
After cooling, it is advisable to inspect the resulting internal seam for the presence of nodules blocking the lumen of the pipe. If it is narrowed, it is better to resolder the connection to prevent a drop in pressure in the system.
Option #3 - electrofusion welding of polyethylene
Welding polyethylene pipes using an electric coupling is the simplest and fastest way. Plastic fittings have a built-in metal spiral, which independently heats the surfaces being connected and melts the PE.
With this method, you have to spend additional money on electric couplings, the cost of which starts at 3-4 dollars apiece. Therefore, such welding is used only in places where the butt and socket methods are not available. The advantage of the electrofusion method is the ability to connect pipes with a thickness of 4.5 mm or less.
Main stages of welding:
- Cleaning and machining of fittings and pipe ends.
- Centering and inserting the pipe into the electrofusion coupling.
- Connecting the fitting to the electrical contacts of a special welding machine, heating the connection.
The last stage is turning off the power and cooling the pipe.
An electrofusion butt joint is stronger than the pipe itself. In tensile tests, the pipe itself ruptures, not the weld.
Electric couplings have a barcode with encoded parameters for heating time, current and voltage. It is read by the scanner of the welding machine, which then carries out the soldering process automatically. The products are tightly and reliably soldered over a large area.
Welding protocol for polyethylene pipes or couplings
After the certification procedure has been completed and the technological map for welding polyethylene pipes or couplings has been approved by NAKS, you can begin industrial welding of products. In order to monitor the accuracy of compliance with welding parameters and modes, mandatory registration of this data in the form of a protocol is provided.
The welding protocol for polyethylene pipes includes the following information:
- model name or number of the welding machine;
- welding date;
- FULL NAME. welder and/or brand;
- name of the project or object;
- material;
- pipe or coupling size;
- SDR (standard pipe dimensional ratio, i.e. the ratio of the nominal outer diameter to the nominal wall thickness);
- ambient air temperature;
- resistance pressure;
- welding modes: temperature, pressure, time, etc.;
- other additional information: weather conditions, protective measures, seam number, errors, etc.
Each manufacturer of welding machines creates its own unique external design of the protocol and adds as much additional information as possible, which will allow us to accurately analyze the cause of defects.
A sample protocol for welding polyethylene pipes can be downloaded from the link.
Proper butt welds
The correct execution of all welding instructions can be assessed by the final appearance of the polyethylene joint. If an incorrect seam is formed and there is a high risk of leakage during further operation, it is better to cut off the joint at the edges and weld a new one.
In a correctly executed seam, the dimensions of the burr bead must correspond to the standard values.
Standard parameters are calculated based on laboratory tests. Compliance with them guarantees high reliability of the seam and long service life of the pipeline
There are additional requirements for roller parameters:
- Symmetrical and uniform around the entire circumference of the joint.
- The displacement of the pipe walls in the radial plane should not be more than 10% of their thickness.
- The color of the rollers must be identical to the color of the pipe.
- The depression between the burrs should not go deeper than the level of the outer surface of the pipes.
And of course, the presence of cracks and pores is completely eliminated.
1. Normal weld. The rollers of the correct seam have rounded sizes and shapes that do not exceed the established standards. 2. Seam with a small flash. A small burr indicates insufficient warm-up time or weak compression of the pipes during settling
3. Rollers with oversized dimensions. An enlarged weld may be the result of excessive temperature of the heating equipment or its malfunction. 4. Radial displacement of the rollers. Radial displacement of pipes sharply reduces the strength of the connection and can lead to its rupture already at the installation stage
The reason for the asymmetry of the rollers along the circumference may be poor-quality preliminary trimming or the location of the trimmer at an angle to the pipe.
Types and characteristics of equipment
Welding machines, which are used to fasten polyethylene pipes into a single structure with sealed seams, differ in configuration and degree of automation. When choosing devices, you need to pay attention to the following:
- maximum permissible cross-section of welded sections and shaped elements;
- data entry method - manual or automatic;
- power;
- the magnitude of the welding voltage;
- overall dimensions and weight;
- type of protection.
The logging function allows you to record the process of welding work on paper or transfer data using a USB interface. They indicate the artist, weather conditions, melting temperature of the polymer and other parameters.
Before welding pipes, the functioning of equipment elements and control devices is checked. After the preparatory work and setup, the barcode of the coupling is read using a scanner. It specifies the conditions on the basis of which the connection of shaped elements and pipes is carried out. Programming of work modes can be done manually or automatically.
Installation instructions for polyethylene pipes
To connect polyethylene pipes to water supply elements, the following connections can be used:
- one-piece;
- detachable.
Permanent connections are obtained by soldering pipes to each other or to special welded fittings. This method is cheap, but the resulting structures are often bulky. The use of permanent connections is justified when installing underground stationary water pipelines.
To assemble temporary systems from polyethylene pipes, as well as in the absence of welding equipment, you can use threaded compression fittings, the installation of which will be discussed below.
Attaching a Pipe to a Compression Fitting
Compression fittings are more expensive than welded models, but are dismountable and easy to use. Recommendations for their installation are discussed in the step-by-step instructions below.
Step one - external inspection and trimming
Assembling a system from a polyethylene pipe and a plastic compression fitting begins with inspecting them for cracks and deep scratches. It is better to cut off the defective section of the pipe immediately.
You can cut a polyethylene pipe with a knife or a special pipe cutter. The result should be a perfectly perpendicular cut without snags or waves. To remove uneven edges, you can purchase a manual trimmer.
There are many types of pipe cutters, but they all have a wide base, which ensures a strictly perpendicular position of the pipe relative to the cutting element
Step two - putting the fitting elements on the pipe
First, a clamping nut is put on the hose, then a collet, then a clamping ring, and finally a rubber gasket is tightened.
The complete set of the fitting may be different, so it is important to remember the sequence of its elements when unwinding in order to put them on correctly when assembling the connection
The end of the pipe is inserted into the fitting body until it stops, and the elements put on the hose are pushed into the threads. After this, the clamping nut is tightened tightly by hand. If you have a chain wrench, you can tighten the connection with it.
There is no need to rush to tighten the clamping nut - it may become warped. If the movement is tight, it is better to unscrew the connection once again and repeat the assembly process.
After installing the fitting, it is worth checking the tightness of the connection. In case of leakage, you can easily tighten the nut by adjusting the structural elements.
Inserting a saddle into a pipe
If you need to make a branch from a polyethylene pipe, it is not necessary to buy a tee. It will be enough to drill a hole in it and install a saddle. How to do this will be explained in step-by-step instructions.
Step one - preparation
Initially, you need to inspect the products being joined for scratches and cracks and wipe their surface with a damp cloth.
Step two - assembling the clamp
Place both parts of the clamp on the pipe and tighten the nuts with a wrench. The purpose of the procedure is to firmly fix the saddle.
There are saddles that can be installed under a running water supply. They have a built-in mechanism that drills a hole without depressurizing the structure
Step three - drilling
Mark a point in the center of the saddle hole, and make stripes along the edges of the fitting to remember its position. Unscrew the saddle and remove its parts. Drill the polyethylene pipe in the intended location using a drill of the required diameter.
There are sheathed drills that allow you to make holes in pipes and recesses without the risk of damaging the surrounding walls
Step four - assembling the saddle
Clean the inside of the PE pipe from chips and remove possible snags from the edges of the drilled hole. Attach parts of the fitting to the pipe according to the previously drawn marks and firmly tighten the fixing nuts.
Simple nurses may not be equipped with a clamping mechanism for attaching the pipe. In this case, it is recommended to wrap the threads of the attached fitting or pipe with fum tape
When screwing a pipe or fitting into the seat, you can wrap several layers of fum tape.
The part of the saddle with the outlet hole may have a groove on the pipe side for a rubber sealing ring. Therefore, if there is a sealant, it is necessary to place it between the pipe and the fitting.
If you need to bend a pipe on a certain section of the pipeline, we recommend doing this according to the instructions given here.
Electrofusion welding
A special type of coupling welded joints of PE pipes is the electrofusion method, which makes it possible to obtain high-strength structures. To implement it, it is necessary to use a special electric coupling for HDPE, equipped with embedded heating elements. The welding process is also carried out using welded HDPE fittings equipped with heating coils. Thanks to heating and partial melting of the fitting material, connection with the polymer pipe is achieved and the formation of a monolithic structure is achieved.
The elements and parts used in this method are quite expensive, but the advantages of electrofusion welding are the absence of burr formation, which reduces the flow of pipes, and the ability to weld parts in a limited space where it is impossible to install large welding equipment.
Electrofusion welding between PE pipes is carried out in the following sequence:
- The pipes are cut into the required lengths using special cutting tools.
- The welded areas of the products and the electric coupling itself are cleaned of dust, dirt and grease.
- Marks are made on the pipes to control the depth of insertion into the coupling.
- Those ends of the pipes that are not currently being welded are plugged to avoid unwanted cooling.
- The electrofusion coupling is connected to the welding device via wires.
- The welding process is started using the device's start button.
- At the end of the welding process, the machine turns off automatically.
- Wait at least one hour for the welded joint to harden and become fully ready, after which it becomes suitable for use.
READ ALSO: How to connect a cast iron sewer pipe with a plastic one: 5 ways
An important condition for obtaining a high-quality welded joint is maintaining the immobility of the parts during the soldering process and subsequent cooling. One of the indicators of the quality of the weld is the thickness of the bead, which should be from one third to half the thickness of the pipe itself. The roller should overlap the mark previously made on the pipe. The displacement of the welded pipe sections relative to each other should not exceed 10 percent of the thickness of their walls.
Soldering of polyethylene pipes is carried out with heating of the end sections and subsequent connection in special clamps. There are two ways to connect the structure: direct or using couplings . The pipe must have a diameter of no more than 65 mm; the disadvantage of these connection methods is the high precision of processing of the end part, as well as the precise alignment of the pipes relative to the common axis.
Soldering PVC pipes is much simpler, and does not require special training and skills from the performer - you only need patience and accuracy. We will describe in detail what minimum set of tools you will need, as well as the algorithm for the sequence of work, a little later.