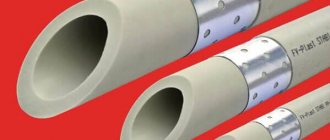
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Способы сварки PE труб
Промышленный полиэтилен низкого давления (ПНД) является термопластичным материалом, свойства которого не изменяются в процессе циклов нагрева-остывания. Поэтому он прекрасно подходит для монтажа бытовых и промышленных трубопроводов.
Соединение отдельных ПНД труб и фитингов между собой происходит с помощью разъёмных резьбовых соединений или следующих способов сварки:
- раструбный;
- электромуфтовой;
- стыковой.
Трубы с толщиной стенки до 4,5 мм (диаметр до 50-110 мм) паяются первыми двумя способами, а для более толстостенных труб используется бесфитинговый стыковой способ сварки.
ПНД чувствителен к повышенным температурам, поэтому применяется только для водоснабжения с рабочей температурой до + 40 °С или кратковременным её повышением до + 60 °С
Вариант #1 — режим стыковой сварки
Во время стыковой сварки важно контролировать критические параметры: температуру инструмента и пластика, прижимное усилие и продолжительность операций. При отсутствии датчиков этих значений стабильно получать качественный шов вряд ли удастся.
Рассматривать пошаговую инструкцию по стыковой сварке полиэтиленовых труб лучше на примере полуавтоматического оборудования с гидравлическим приводом.
Стыковую сварку производят, если толщина стенки полиэтиленовой трубы не превышает 5 мм, а диаметр ее не превышает 50 см. Технология включает ряд стандартных этапов:
Галерея изображений
Фото из
Шаг 1: Установка и центровка труб в зажимах
Шаг : Выставление параметров сварки
Шаг 3: Расплавление состыкованных торцов и смежных участков трубы
Шаг 4: Остывание трубы и проверка герметичности
Шаг#1 — нагрев стыков
После обработки торцов труб, сварочное зеркало нагревается до температуры 200-230 градусов и помещается в середину центратора. Затем, с помощью гидравлического привода, к нему плотно прижимаются края ПНД труб с усилием 4-6 кг/см2.
После приближения размеров грата к минимально допустимым значениям усилие снижают до 0,2-0,5 кг/см2 и продолжают нагревать пластик в течение всего нормативного времени. Сварка допустима при температурах от 15 мороза до 45 тепла, но в холодных условиях время нагрева может быть увеличено.
Прижимное давление контролируется встроенным в гидравлический механизм манометром. При его отсутствии необходимое усилие определяют визуально по виду образующихся валиков грата
Шаг #2 — соединение труб
После необходимого нагрева и расплавления ПНД на стыках, трубы разводят гидравлическим приводом, убирают зеркало и опять приводом прижимают свариваемые поверхности друг к другу с усилием 1-3 кг/см2. Размеры грата контролируются визуально, поэтому и прижимное давление может отличаться.
Излишнее усилие при сплавлении торцов труб вредит не меньше его недостаточности. Это ведет к формированию большого внутреннего валика, который будет создавать вихревые потоки и снижать давление воды
Шаг #3 — охлаждение и осмотр
Трубы продолжают быть придавленными друг к другу до полного охлаждения соединения. После снятия усилия с гидравлического привода трубы извлекаются из зажимов центратора, и проводится оценка состояния сварного шва и грата. Если их параметры в норме, то труба готова к эксплуатации.
Вариант #2 — раструбная сварка ПНД труб
После предварительной обрезки и подготовки ПНД труб и деталей можно начинать их раструбную сварку. Процесс будет рассмотрен в виде пошаговой инструкции.
Шаг #1: подготовка паяльника
Оптимальная температура сварки полиэтиленовых труб колеблется в пределах 210 °C, поэтому подойдут только паяльники с регулируемым нагревом. Перед подключением к сети необходимо накрутить на утюг специальные двусторонние насадки (гильзу и дорн) и поставить паяльник на крестовидную подставку.
Чем больше мощность паяльника, тем большее количество ПНД труб он может соединить в единицу времени. Для домашних работ будет достаточно 800-ваттного электроприбора
При достижении заданной температуры на нем загорится сигнальная (обычно зеленая) лампочка.
Шаг #2: нагревание деталей
Производить работы с горячими трубами безопаснее в перчатках. Для нагревания деталей необходимо одновременно одну соединяемую деталь натянуть на дорн, а потом вторую всунуть в металлическую гильзу.
Присоединять и разъединять ПНД детали с паяльником нужно прямо без вращательных движений. Аналогичное правило применяется и при соединении нагретых изделий
Чтобы соблюсти глубину соединения, можно заранее нанести маркером соответствующую пометку на трубе, а потом ориентироваться по ней при состыковывании разогретых изделий.
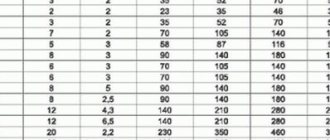
Приведенные в таблице данные являются ориентировочными, а полагаться следует только на информацию, указанную в инструкции к сварочному аппарату
Выше приведена таблица с ориентировочными временными рамками прогрева, стыкования и остывания труб, а также глубиной всовывания в раструб. При минусовой температуре время прогрева материала можно увеличить на 1-2 секунды.
Шаг #4: соединение деталей
После прогрева, изделия необходимо одновременно отсоединить от насадок и сильным прямым движением ввести трубу в раструб до отмеченной черты. Крутить детали относительно друг друга нельзя. Через 5-10 секунд после соединения любые перемещения могут привести к резкому снижению прочности стыка.
При соединении нагретых деталей их оси должны располагаться максимально параллельно, так как через 20-25 секунд выправить кривизну будет невозможно
После остывания желательно обследовать образовавшийся внутренний шов на наличие наплывов, перегораживающих просвет трубы. Если он сужен, то лучше перепаять соединение для предупреждения падения давления в системе.
Вариант #3 — электромуфтовая сварка полиэтилена
Сварка полиэтиленовых труб с помощью электромуфты является наиболее простым и быстрым способом. Пластиковые фитинги имеют встроенную металлическую спираль, которая самостоятельно разогревает соединяемые поверхности и расплавляет ПЭ.
При этом способе приходится дополнительно тратиться на электромуфты, стоимость которых начинается с 3-4 долларов за штуку. Поэтому такая сварка применяется только в тех местах, где недоступны стыковой и раструбный методы. Преимуществом электромуфтового способа является возможность соединения труб с толщиной от 4,5 мм и менее.
Основные этапы сварки:
- Очистка и механическая обработка фитинга и концов труб.
- Центрирование и вставка трубы в электромуфту.
- Подсоединение фитинга к электроконтактам специального сварочного аппарата, нагрев соединения.
Последний этап – отключение электроэнергии и остывание трубы.
Электромуфтовое стыковое соединение более прочное, чем сама труба. При тестах на растяжение происходит разрыв самой трубы, а не места сварочного шва
На электромуфтах имеется штрих-код с закодированными параметрами времени нагрева, силы тока и напряжения. Он считывается сканером сварочного аппарата, который затем осуществляет процесс пайки в автоматическом режиме. Изделия получаются плотно и надежно спаяны на большой площади.
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС — можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.
Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Образец протокола сварки полиэтиленовых труб можно скачать по ссылке.
Правильные стыковые сварные швы
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
В правильно выполненном шве размеры валика грата должны соответствовать нормативным значениям.
Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода
Существуют и дополнительные требования к параметрам валиков:
- Симметричность и равномерность по всей окружности стыка.
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины.
- Цвет валиков должен быть идентичен окрасу трубы.
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
И конечно, полностью исключается наличие трещин и пор.
1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке
3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.
Виды и характеристики оборудования
Сварочные аппараты, которые применяют для скрепления полиэтиленовых труб в единую конструкцию с герметичными швами, различаются комплектацией и степенью автоматизации. При выборе устройств необходимо обращать внимание на следующее:
- максимально допустимое сечение свариваемых участков и фасонных элементов;
- способ ввода данных — ручной или автоматический;
- мощность;
- величину напряжения при сварке;
- габаритные размеры и вес;
- тип защиты.
Функция протоколирования позволяет зафиксировать процесс выполнения сварочных работ на бумажном носителе или передать данные с помощью USB-интерфейса. В них указывают исполнителя, погодные условия, температуру плавления полимера и другие параметры.
Перед тем, как сваривать трубы, проверяют функционирование элементов оборудования и контрольно-измерительных устройств. После подготовительных работ и настройки с помощью сканера считывают штрих-код муфты. В нем указаны условия, на основании которых выполняют соединение фасонных элементов и труб. Программирование режимов проведения работ может осуществляться вручную или автоматически.
Инструкции по монтажу полиэтиленовых труб
Для соединения полиэтиленовых труб с элементами водопровода могут использоваться такие соединения:
- неразъемные;
- разъёмные.
Неразъёмные соединения получаются путем припаивания труб друг к другу или к специальным сварным фитингам. Этот способ дешев, но получаемые при этом конструкции часто получаются громоздкими. Использование неразъемных соединений оправдано при монтаже подземных стационарных водопроводов.
Для сборки временных систем из полиэтиленовых труб, а также при отсутствии сварочного оборудования можно использовать резьбовые компрессионные фитинги, монтаж которых будет рассмотрен далее.
Присоединение трубы к компрессионному фитингу
Стоят компрессионные фитинги дороже сварных моделей, но являются разборными и простыми в эксплуатации. Рекомендации по их монтажу рассмотрены в нижеприведенной пошаговой инструкции.
Шаг первый – внешний осмотр и обрезка
Сборка системы из полиэтиленовой трубы и пластикового компрессионного фитинга начинается с их ревизии на предмет наличия трещин и глубоких царапин. Дефектный участок трубы лучше сразу обрезать.
Резать полиэтиленовую трубу можно и ножом и специальным труборезом. В итоге должен получиться идеально перпендикулярный срез без зацепов и волн. Для удаления неровностей краев можно приобрести ручной торцеватель.
Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Шаг второй – одевание элементов фитинга на трубу
Сначала на шланг одевается зажимная гайка, потом цанга, затем зажимное кольцо, а в конце натягивается резиновая прокладка.
Комплектация фитинга может быть различной, поэтому важно запомнить последовательность его элементов при раскручивании, чтобы правильно одеть их при сборке соединения
Конец трубы до упора вставляется в корпус фитинга, а надетые на шланг элементы подсовываются к резьбе. После этого зажимная гайка плотно закручивается руками. При наличии цепного ключа можно поджать соединение им.
Спешить с закручиванием зажимной гайки не стоит – она может перекоситься. При тугом ходе лучше лишний раз раскрутить соединение и повторить процесс сборки.
После монтажа фитинга стоит проверить герметичность соединения. В случае протекания можно легко перекрутить гайку, поправив элементы конструкции.
Врезка седелки в трубу
При необходимости сделать ответвление от полиэтиленовой трубы не обязательно покупать тройник. Будет достаточно просверлить в ней отверстие и поставить седелку. Как это сделать, будет разобрано в пошаговой инструкции.
Шаг первый – подготовка
Первоначально нужно осмотреть соединяемые изделия на отсутствие царапин и трещин и протереть их поверхность влажной тряпкой.
Шаг второй – сборка зажима
Одеть на трубу обе части хомута, закрутить его гайки ключом. Целью процедуры является жёсткая фиксация седелки.
Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Шаг третий – сверление
В центре отверстия седелки наметить точку, а по краям фитинга сделать маркером полоски для запоминания его положения. Раскрутить седелку и снять её части. Просверлить полиэтиленовую трубу в намеченном месте с помощью сверла требуемого диаметра.
Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Шаг четвертый – сборка седелки
Вычистить ПЭ трубу внутри от стружки и убрать возможные зацепы с краев просверленного отверстия. Приложить, согласно начерченным ранее меткам, части фитинга к трубе и сильно затянуть фиксирующие гайки.
Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
При вкручивании в сиделку трубы или фитинга можно намотать несколько слоев фум-ленты.
Часть седелки с выходным отверстием может иметь со стороны трубы канавку для уплотнительного резинового кольца. Поэтому, при наличии уплотнителя, необходимо подложить его между трубой и фитингом.
Если же вам на определенном участке трубопровода требуется согнуть трубу, то рекомендуем это сделать по инструкции, приведенной здесь.
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.
Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
ЧИТАТЬ ТАКЖЕ: Как соединить чугунную канализационную трубу с пластиковой: 5 способов
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Пайка полиэтиленовых труб проводится с нагреванием торцевых участков и последующего соединения в специальных зажимах. Существуют два способа соединения конструкции: прямой или при помощи муфт. Труба должна иметь диаметр не более 65 мм, недостатком этих способов соединения является высокая точность обработки торцевой части, а также точная центровка труб относительно общей оси.
Пайка ПВХ труб производится намного проще, при этом не требует особой подготовки и навыков от исполнителя — нужно только терпение и аккуратность действий. Какой понадобится минимальный набор инструментов, а также алгоритм последовательности работ мы подробно расскажем немного позже.