Dimensions
By this point the reader can already decide which pipe to choose for water supply. Well, what about its size?
In order to determine the required pipe diameter, there are special hydrodynamic tables.
They are based on the required water consumption in liters and take into account a number of factors:
- Pipe material and the associated roughness of the internal walls;
- The length of the water pipeline (the longer it is, the greater the resistance the water experiences when moving through the pipe;
- Number of pipe turns;
- Inevitable overgrowth of a steel pipe.
However, all these calculations are mostly needed by engineers when developing a building project: there, simply reducing the pipe diameter to the minimum required will bring big savings.
Since we have rejected the steel pipe for water supply with contempt, the problem of overgrowing can also be forgotten.
If so, the rules are simple:
- To introduce water into a private house, a galvanized pipe with a diameter of 3/4 inch, a polyethylene or polypropylene pipe with a diameter of 26 millimeters can be used. Polyethylene, as we remember, is used only for cold water;
- Wiring around the house or apartment is done with galvanized or copper with a diameter of 1/2 inch; metal-plastic with a diameter of 16 mm, polypropylene or polyethylene with an outer diameter of 20 mm.
These sizes are sufficient for any reasonable number of plumbing fixtures in the home.
Preparatory work
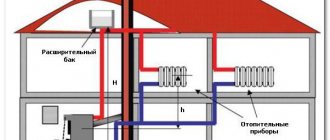
Diagram of an internal and external chimney made of steel pipe
Preparatory work before installing a chimney made of a metal or sandwich pipe includes: drawing up a diagram of the exhaust structure, calculating the number of elements to be connected, calculating the connection points and connections to the floors. After these conditions are met, you can proceed to the purchase of material and installation of the structure.
During the preparation process, the following conditions should be taken into account:
- The prefabricated chimney inside the room must go vertically upward. An angle of no more than 45º is allowed. When diverting horizontally, the maximum length of the pipe is no more than one meter.
- The length of the element coming from the outlet pipe of the furnace or boiler should be no more than one meter. For brick stoves, a single-walled metal pipe with a water heating tank is used as a connecting element.
- It is not allowed to join individual parts of a sandwich chimney in the area of the interfloor and attic floors, as well as in the roof structure.
- The places where the pipe passes through the interfloor and attic floors are additionally protected by a metal box or a special sandwich ring. The distance from the outer surface of the pipe to the walls of the box is at least 15–17 cm. If there is no cutting, the distance is increased to 50 cm.
- Cleanouts and ventilation holes should be located in the lower part of the chimney (from the stove pipe to the ceiling of the steam room). When exiting the interfloor ceiling, the chimney is directed vertically upward. It is permissible to install a drain if the pipe hits a load-bearing beam or other roof element.
- For roofing made of flammable materials (roofing felt, isospan, stekloizol), a deflector with a fine-mesh spark arrester is installed at the end of the smoke duct.
For preventive purposes, the chimney should be inspected once every six months. If heating equipment is used frequently, the chimney should be cleaned at least once a quarter.
Preparation for work
Before starting the main operations, you should prepare the heating pipes to be welded. It consists in the fact that the surfaces of the workpieces at the joints are thoroughly cleaned and then degreased. Only under this condition is it possible to obtain high-quality seams at the places where they are connected for welding.
During the preparation process, the pipe joints are given a shape convenient for welding with an appropriate opening angle of the edge. In addition, it is imperative to meet the quality requirements for the end plane of the cut. It should be located strictly perpendicular to the axis of the pipe.
It is recommended to weld large-diameter heating pipes only after they have been trimmed using special equipment (milling mechanisms or gas-cutting machines).
The geometric dimensions of the prepared joints are selected based on the thickness of the pipe blanks themselves, their chemical composition and the mechanical properties established by GOST. In practice, the edge blunting parameter is usually chosen to be about 2 mm, and the opening angle is about 65°.
One of the most important indicators of the effectiveness of preparatory work when welding heating pipes is the correct choice of consumables.
Nuances
Finally, a few general tips related to the selection and installation of pipes:
- If you prefer metal-plastic pipes, opt for crimp fittings
, without threads and a union nut. They don’t break apart, but they leak much less often; - Long sections of unreinforced polypropylene in hot water must include expansion joints
- U-shaped bends or loops; - Only pipes with a low coefficient of thermal expansion
- galvanized, copper, metal-plastic or reinforced polypropylene - are laid in screed or plaster. Of course, we are still talking about hot water; - All connections, except those welded on polypropylene and soldered on copper, must be accessible after completion of the repair. First of all, this applies to metal-plastic;
- The use of filters at the entrance to the apartment is mandatory. They will extend the life of both faucets and household appliances.
Installation of steel heating pipelines
The process of installing heating pipes from steel pipes can be carried out in two ways: threaded and welded. Both methods are quite reliable, but quite complex from a technological point of view, and therefore require the involvement of professionals to implement them.
When connecting steel pipes by means of threaded twisting, threads must first be cut into the ends of the joined products, after which they are connected to each other using couplings, fittings, bends and other intermediate products, the quality of which must be given special attention
For ordinary steel pipes, flax is not recommended as a winding material, since constant moisture at the threaded connection can lead to corrosion.
The connection method by welding is even more reliable, however, unlike threaded connections, it is permanent, that is, disassembling the connection if necessary becomes impossible.
The process of welding steel pipes can only be carried out by qualified specialists. This work requires special welding equipment, the operation of which is significant and inaccessible to those who do not have professional skills.
In general, when carrying out welding work, you must adhere to the following important rules:
Installation of heating using steel pipes should begin with the installation of a riser; and then it is from the side of the riser that the pipeline should be laid. However, in most cases, work in residential buildings is not carried out from scratch, but comes down to replacing outdated heating communications.
Therefore, depending on the situation, the welding process may have certain features. Galvanized steel pipes are welded using self-shielding wire with a diameter of about 1 millimeter. In some cases, it is possible to use electrodes with a diameter of up to 3 millimeters, having a rutile or calcium fluoride coating. The connection of non-galvanized steel pipes for heating, which at home usually have a diameter of no more than 25 millimeters, is most often made with an overlap. The assembly of such pipelines by butt welding is carried out only at enterprises. The weld seam when connecting steel pipes must be smooth in relation to the surface of the products being connected, and not have sagging, cracks or other defects and flaws (read: “Options for welding galvanized pipes - advantages and disadvantages ways").
How to make the right seam
To make a high-quality seam, proper preparation of the pipe for welding is necessary. The quality of the pipe edge is decisive for a durable and airtight seam.
For example, for butt welding, the pipe cut must be strictly at a right angle. Before starting work, it is thoroughly cleaned with sandpaper 1 cm from the edge of the pipe, then oil, paint, metal dust are removed and degreased.
The welding technique depends on the cross-sectional shape, thickness and diameter of the pipes being connected. Simple round pipes for heating systems are welded using a simple continuous seam, moving the electrode along the surface of the pipe until the two pieces are completely welded.
For relatively thin pipes (up to 6 mm), a two-layer weld is suitable; for thicknesses from 6 to 12 mm, three-layer welding is used. Massive and thick pipeline fragments are connected with four or more seams.
The seams are performed alternately, one after the other. The next seam can be started only after the previous one has cooled. To achieve a high-quality and beautiful seam, you need to periodically remove the slag formed at the welding site by lightly tapping the pipe with a hammer.
Features of welding rotary and non-rotary joints
To make a high-quality rotary joint (where two pipes are connected at a certain angle), you can use a special rotator, which fixes and provides the most convenient access for the welder.
We recommend that you read: Types of water valves and features of their repair
In the absence of a device, you will have to rotate the pipe manually, using an electrode to treat a section of the pipe cross-section of 60-110 degrees.
When making a rotary joint manually, the diameter of the pipes is first welded 2/4 from the outside in two layers, then unfolded and the joint is welded using all three or four layers.
A fixed joint is much easier to make: combine two pipe fragments and make several welding points (for example, in the form of an imaginary cross, or only on two opposite sides). Cook the pipe, starting from the bottom point, moving the electrode to the top section.
How to check the connection reliability
The tightness of the weld can only be checked in one way - pass water or gas under pressure through the pipe and check visually for leaks of the working medium. For example, if you are welding pipes for a heating system, you can attach a section of pipe to the system and fill it with water. If no drops of water appear on the weld area, the welding is done efficiently.
Main stages of installation
Installation of a heating system made of steel pipes does not require special skills. Depending on the material from which the parts are made, you need to prepare a welding machine or gas torch. The main stages of installing heating system pipes:
- Draw a drawing of the location of the heating system according to the building design. The figure shows dimensions, key components, wiring, radiators, control panel, water drainage taps.
- Clear the room of unnecessary objects, groove the walls, make holes for pipes.
- Assemble the system from individual parts, make exits to the radiators. The joining points are welded with an electric arc or gas from the nozzle of the apparatus. The seams are cleaned and treated with anti-corrosion compounds.
Before installing heating pipes, you need to think through the wiring components, control system, and pipeline shutoffs. In addition to this, it is necessary to make a separate tap outside the house through which water can be drained from the system. Temperature and liquid supply regulators must be installed on radiators. The first run should be a trial run to check the integrity of the overall design.
Heating installation in a private house. Part 2. We work with metal pipes.
Watch this video on YouTube
Design and features
Elements of a modular chimney made of sandwich pipes
A steel chimney made from a sandwich pipe is divided into two types according to the method of exit: external and internal. The external chimney is led out through the load-bearing wall and is fixed to the plane using special brackets.
The following elements are used to assemble the chimney:
- connector/adapter for pipe;
- sandwich pipe 50–100 cm long;
- pipe with inspection door;
- bend/elbow with a rotation angle of 30–45º;
- clamp/crimp clamp;
- interfloor fastening;
- metal box for interfloor exit;
- metal plate to protect floors;
- apron and protective cone;
- conical end/deflector.
The design of some modular sandwich chimneys includes a condensate collector, a muffler, and various tees and plugs. Depending on the manufacturer and completeness, the names of the elements may vary.
The general principle of operation of a chimney with a cylindrical cross-section of the smoke channel is the same. Due to the difference in air temperatures inside and outside the pipe, a ventilation effect called draft is created. The density of hot air is several times less than that of cold air. This causes a pressure difference between the base of the pipe (nozzle) and the outside of the room. Thanks to this, gas and combustion products quickly rise through the smoke channel, twisting in a spiral, and are thrown out through the end of the pipe.
The draft effect directly depends on the cross-section of the smoke channel, the number of its bends and height. To calculate these parameters, you should use a special table, which is based on the size of the firebox and the cross-section of the pipe.
Welding technology for plastic heating pipes
The process of welding polypropylene pipes requires significantly less professionalism compared to metal ones. They are connected by diffusion welding. Its essence is as follows: individual elements of the system are heated using a special apparatus (soldering iron) to a temperature that allows them to be joined. It is important to consider that all parts used must have the same characteristics. When using polypropylene, it is quite possible to weld heating pipes with your own hands.
When welding polypropylene pipes, we must not forget about the following nuances, which can negatively affect the quality of work:
- heating the pipes with a soldering iron takes approximately 5 seconds;
- Melting of polypropylene begins at a temperature of about 270 degrees. You can set the required value using a special regulator that is equipped with each device;
- Process parameters sometimes undergo some changes depending on the air temperature at the work site. For example, in the cold season it is necessary either to set a higher melting temperature of the pipes or to increase the heating time;
- the heating time must be increased in proportion to the increase in the diameter of the connected pipes;
- The heated parts are joined within 30 s. If the pipes have a large diameter, this time may be increased.
The nozzles with which the soldering iron is equipped simultaneously heat the outer and inner surfaces of the parts being connected (couplings and pipes). During the heating process, flanges are formed at the ends of the parts. The heated parts are removed from the nozzles, after which they are immediately joined together, pressing evenly on both sides. After the elements are connected, it is important to ensure that they do not move, since any movement can lead to disruption of the connecting seam.
To ensure reliable adhesion, the connected parts must be kept together for 30 seconds (or more if the pipes have a large diameter). The edge formed at the junction should be uniform throughout the circle.
The procedure for installing heating systems using electrical fittings is even simpler. It can be performed even by a person who does not have a detailed understanding of how heating pipes are welded. Two sections of pipe are inserted into the coupling from different sides, after which voltage is applied to it from the welding machine. The material is melted, resulting in a very reliable seam.
Installation work
The principle of tee wiring is as simple as possible and installation of the system also does not cause problems, including for a novice plumber. The work is performed in the following order:
- pipes and additional equipment are purchased according to the previously developed wiring diagram. The standard network includes devices such as water sockets, taps, coarse filters, meters, tees and elbows;
Standard tee wiring diagram
- The central riser is connected to the supply pipe. A tap is installed at the connection point to shut off the water supply to the system;
- pipes are gradually supplied to all sources of consumption available in the apartment/country house;
Wiring for connecting a bathtub and washbasin
- Plumbing equipment is connected to the supplied pipes.
In order to achieve an aesthetic appearance, the pipes can be covered with special boxes or “hidden” in the wall.
Installation of the collector wiring is carried out according to the following scheme:
- a wiring diagram is developed, the necessary materials are purchased;
Collector wiring diagram
- Collectors are connected to the central drain. In front of each device, it is recommended to additionally install a tap to completely shut off the system, a coarse filter, a water meter and a check valve, which will extend the service life of the system and its individual elements;
Sequence of equipment arrangement before installation of the collector
- connection and piping to each plumbing fixture.
An overview of the collector wiring and the equipment installation sequence is presented in the video.
All joints of pipes, fittings and equipment connections must be sealed. Before putting the system into operation, it is recommended to check the tightness and strength of the connections by applying maximum pressure.
Connection methods
- The use of an autogenous welding method connecting pipes with smooth ends.
- The use of connecting screws, sealed with a special gasket, which ensures the connection is impermeable.
- Flange fasteners, in which the connection is made by bolting to the ends of the pipe.
To connect pipes to radiators, it is recommended to use a gas generator. Preference should be given to seamless pipes, high-quality pipes and radiators. The connection diagram consists of the following steps:
- Cutting old pipes, knocking them out of ceiling joints, followed by pulling new steel pipes for heating;
- Warming up the pipe, bending it and welding-free connection to the radiator;
- Installing a squeegee with a suitable thread, followed by screwing on the radiator;
- Apply silicone sealant or flax fibers to the threads to prevent water leakage.
Before installation, it is necessary to check the integrity of all elements, because correct and high-quality installation is the key to the long-term functioning of the heating system.
How and with what to insulate
Non-flammable thermal insulation material in cylinders for chimney insulation
Insulation of the chimney is carried out both at the stage of its installation, if a single-wall steel pipe was chosen as the material, and after the construction of the structure. To insulate steel chimneys, non-flammable types of insulation are used: expanded clay, mineral and basalt wool.
The thickness of the insulation depends on the air temperature in winter and is selected individually for the specific type of chimney. For example, a heat-insulating cylinder from Rockwool with a thickness of 300 mm and a cross-section of 133 mm will cost 275 rubles per linear meter.
An alternative to cylinders is pierced mats - this is a similar in composition insulation in a roll, which during installation will have to be adjusted to the outer diameter of the chimney. Depending on the manufacturer, the mats have different sizes. For example, a stitching mat from TechnoNIKOL with dimensions of 2400x1200x40 will cost 970–1000 rubles per package.
Work technology
First you need to prepare the workplace and protective equipment. To figure out how to properly weld heating pipes, you need to practice on a separate piece of metal. To do this, you will need a thick pipe and a universal electrode with a diameter of 3 mm and above, since it is easier to learn how to make seams with it. Work process:
- One welding cable has a holder. An electrode is inserted into it, then the cables are connected.
- The device has 2 cables and 2 current outputs with positive and negative polarity. The end of one cable is equipped with a clamp that connects to the part, the end of the second is a holder for the electrode. Polarity is chosen depending on the type of work. The best heating of the metal occurs with straight polarity.
- There are 2 ways to light an arc. To do this, the tip of the electrode is tapped several times on the part or drawn along the seam (chirping).
- The type of weld on the pipe depends on the inclination of the electrode. The main inclination is 30-60°. To deeply heat the metal, the electrode is tilted at a “backward angle.” In this case, the bath and molten metal flow behind the electrode. If surface heating is required, then the angle of inclination is changed in the opposite direction.
Each material and type of seam has its own electrode movement. For homework, it is enough to master some of them. During work, it is important to monitor the size and condition of the weld pool. To do this, movements are accelerated or slowed down.
How to weld plastic pipes
Welding of plastic pipes takes place using a special technology, because due to the high temperature, sagging often forms inside them. Therefore, welding work must be performed carefully. But if the temperature is too low, the parts will not be fixed. Work order:
- The welding machine is placed on a stand and heated to 260° C.
- The end of a plastic pipe and a fitting of a suitable diameter are inserted into the welding nozzle so that they are located in the same plane.
- If the pipe is thick, then the temperature level is increased. When the parts warm up, they are removed from the device and connected.
When the seam hardens, the pipe is checked for leaks. Products with a large diameter (over 63 mm) are soldered joint-to-joint. The cut of the end pipes is melted and connected, while pressing strongly on each other. For coupling and socket soldering, hand-held instruments are used. They are equipped with a centering element and attachments that hold the workpieces. All pipeline parts are driven into a heated welding machine and soldered. To ensure that the parts are connected, all work is carried out quickly.
Possible errors in the process
The quality of the finished product may be poor due to a defect in the weld. The defect can be located inside or outside the product, and can also be through. The reasons why it occurs during welding of metal heating pipes and other products:
- due to cheap low quality material;
- due to poor quality equipment;
- when the technological process of work is disrupted;
- due to the inexperience of the welder.
Sometimes welders reinforce the seam up to 4 mm. Because of such an error, it becomes fragile. The height of the reinforcement should not exceed 2 mm, then the seam will have maximum strength.
Connecting metal heating pipes without welding
The fastest connection method without welding is a compression fitting. However, we will consider other methods: threaded connections and installation of a repair and mounting clip. The latter is used both for joining and eliminating leaks caused by metal cracking.
Thread
It is possible to create a threaded connection only if there is free access to the pipe, i.e. at the initial installation stage. In other cases, thread cutting will be quite problematic or impossible. The procedure itself is carried out according to the following scheme:
What do you need to know about welding heating pipes?
Welding is one of the most popular methods of connecting individual sections of heating systems. Modern technologies make it possible to make seams that are almost as strong as whole sections of pipelines. This point is very important, since the operating pressure and temperature in heating systems can be quite high. The variety of welding methods allows the most suitable solution for each specific situation. It should be remembered that any, even the most insignificant, deviation from the technological requirements can lead to depressurization of the seam.
Criterias of choice
Before making a heating system from metal pipes, you need to buy consumables
When choosing, you need to pay attention to the following factors:
- gravity or forced system;
- the material from which the parts are made;
- shape, sizes;
- installation methods;
- the maximum load that parts and connections can withstand;
- permissible pressure and temperature indicators.
Heating installations made from different materials have certain characteristics that affect the performance of the pipeline.
Selection of heating pipes
Prices
The price of parts for creating a heating system is influenced by the diameter, material used, and manufacturer. If we talk about products made of non-ferrous metals, the price for them is set depending on the footage. For example, 1 meter of copper pipe costs about 250 rubles. For ferrous metals, the price is set depending on the mass. One ton of cast iron products costs from 5 thousand rubles.
Advantages and disadvantages
Before purchasing parts, you need to know their strengths and weaknesses. Advantages:
- high thermal conductivity;
- maximum level of tightness;
- strength, wear resistance, durability;
- low price.
Disadvantages of metal pipes for heating:
- Metal is susceptible to rust. Requires a protective coating.
- It has a large mass, which complicates installation.
- Increased hardness prevents parts from bending.
- To carry out installation, you need to prepare a welding machine or gas torch.
Weld quality according to GOST
When connecting pipes using any type of welding method, it is worth monitoring the quality of the seam
When connecting pipes using any type of welding method, it is worth monitoring the quality of the seam. This process makes it possible to timely identify defects in welded joints and prevent depressurization of the pipeline. Control, according to GOST, is carried out in several ways:
- Visual inspection of the weld at all stages of its formation. Thus, a visual inspection should reveal the presence of fistulas, cracks and burns in the metal. If such defects are detected, the pipeline is re-welded, having previously cut off the substandard section.
Mechanical testing of pipe welding over a formed seam and pipe connection.
In this case, the weld is checked for tension, bending, impact strength or elongation, depending on the purpose of the line. In order to carry out mechanical tests of the resulting seam, the operator must simultaneously weld test joints during welding. They then serve as samples for mechanical testing.
A physical method of monitoring pipe welding, which involves the use of X-rays, gamma rays, ultrasonic waves, etc. Such testing methods are also performed only on pipelines for special purposes. In this case, the resulting seams are subjected to X-ray examination in order to identify internal cracks, pores, and slag.
At the same time, you should know that there are not only industrial X-ray installations, but also mobile ones for performing physical control in installation conditions. Gamma rays are used in a similar way and for the same purposes. When penetrating through a weld, the beam leaves its mark on the film on the inside of the joint.
And if shortcomings and defects are found in the welded joint, then the film in these places will be darker. Physical inspection is carried out in accordance with GOST 7512-55. In this case, sections of the pipeline with the following defects in the connection are subject to rejection:
- Cracks of any shape and size; The presence of slag in the weld and pores, the number of which exceeds 10% of the pipe wall thickness; The presence of lack of fusion in the joint, if its volume is 15% or more of the metal wall thickness.
- Pneumatic and hydraulic tests.
https://youtube.com/watch?v=zpU_14iZYc8rel%3D0%26controls%3D0%26showinfo%3D0
- 101santehnik.ru
- experttrub.ru
- trubaspec.com
- vodakanazer.ru
Features and recommendations before starting work
When preparing for pipeline welding, the following points are studied:
- The choice of polarity depends on the material of manufacture and the wall thickness of the elements being welded, and the type of electrodes. The necessary information can be found in the instructions for using the rods.
- The thickness of the consumable material affects the current strength set when setting up the welding machine. This value is calculated by multiplying the cross-section of the rod by 30-40.
We recommend reading: How to weld exhaust manifolds
There are no strict requirements for welding speed. However, the arc should not be kept at the locking point for a long time. The edges will burn, causing you to have to cut and clean them again.
Before starting work, assemble the pipeline joints.
Types of metal pipes
Selecting heating pipes is not easy; they are installed around the entire perimeter of the house, and therefore must be corrosion-resistant, strong, reliable and last a long time.
There are certain types of pipes, let's look at some of them, their advantages and disadvantages:
Stainless steel pipes
Metal pipes for heating made of stainless steel.
They can be called an ideal option for a number of reasons:
- very long service life (100 years);
- high corrosion resistance;
- high strength properties;
- great appearance.
Unfortunately, with all these high-quality properties, there is a significant drawback - the high price of not only the pipes, but their installation will also cost you a lot. Very often this is the reason in favor of other types of pipes.
Steel pipes
Made from high quality steel, which has high strength, excellent weldability and a relatively long service life. Steel pipes have high thermal conductivity, but this advantage only applies to the heating system.
The main disadvantage is that steel pipes are not coated with anything and when in contact with water this leads to corrosion of the metal. Corrosion is the cause of rusty water; the internal diameter of the pipe gradually becomes overgrown, and this entails a decrease in water flow.
That is why steel pipes have a low price, but still need to be replaced relatively frequently.
Galvanized steel pipes
To avoid corrosion of steel pipes, a layer of zinc coating is applied to them, but this does not completely protect, but only slows down the process of corrosion formation.
Copper pipes
The advantages of these pipes are similar to the advantages of copper itself:
- has bactericidal properties;
- has high plasticity;
- almost does not corrode;
- long service life;
- withstand sudden temperature changes;
- when water freezes in them, they do not crack, so you don’t have to think about it.
Metal pipes are manufactured using various technologies, for example, they can be seamless (seamless) or welded.
Solid-drawn metal heating pipes are perhaps the most reliable and high-quality material among all existing ones. They are a single product (which is why they are called seamless) and are not assembled from component parts.
This is what makes them durable. They can be coated with zinc, which protects the pipes, and there will be no need to take measures regarding the formation of rust.
Such pipes do not require painting or priming, only at the joints (they have threads, and such manipulation damages the galvanizing). Solid-drawn pipes, as well as welded pipes (galvanized or non-galvanized), are connected to each other with special devices - couplings, and they are also called fittings.
Welded pipes are widely used in many industries. New and improved welding techniques guarantee high weld strength, which will be no less than the strength of the pipe itself. All these technologies make it possible to use welded pipes in those industries where only seamless pipes could be used.
A welded metal pipe for heating, compared to a seamless one, is produced with smaller deviations in thickness and with a thinner wall. This technological feature is an advantage.
Depending on their thickness, pipes come in the following types:
- reinforced thickness;
- ordinary;
- lungs.
The large thickness of the metal has both a plus (high anti-corrosion performance) and a minus - they are very difficult to bend during installation and repair work.
Installing heating pipes is a rather difficult and painstaking task when building or renovating a house. Very minor errors can lead to a short service life or damage the entire system.
Selecting Electrodes
The connection of steel pipeline segments must be carried out using high-quality consumables, otherwise it is unlikely that a good result will be achieved.
For example, when it comes to choosing electrodes, the following models are considered the best:
- ANO-21, ANO-24 and MR-3 . They operate on alternating currents. Work is allowed even with wet coating. The cost of the products is low, which explains their demand in everyday life; they are ideal for connecting structural elements of gates, greenhouses and other light-weight structures that do not experience high loads. Work with pipelines in which the medium is transported under significant pressure is not permitted.
- SSSI . The quality of the cores deserves flattering reviews even from professional welders, but they have a disadvantage - work cannot be carried out at high speed. It is necessary to constantly monitor the stability of the arc; the weld is deposited gradually, so the worker must have some experience in interacting with classic ANO and MR electrodes.
- LB-52U electrodes are excellent for metal pipes . This is a Japanese development. It is the one that is preferred when implementing large projects. They form an even and stable arc, the resulting seam combines strength and aesthetics. The downside is the rather high cost, but they are suitable for both specialists and beginners.
Watch a video on the topic of which electrodes to use for welding pipes:
Basic methods
The connection can be made in one of the following ways:
- Butt joint, when the pipes to be connected are placed opposite each other. The most common option, characterized by relative ease of implementation. However, it is also characterized by certain difficulties. The first point is that it is better to work from below. The second point is that it is necessary to thoroughly weld the metal so that the depth of penetration corresponds to the thickness of the wall.
- Overlapping. This method is focused on connecting elements that initially differ in diameter, or segments, one of which is flared, that is, its diameter is intentionally increased by mechanical action.
- The T-joint is made at a 90-degree angle.
- A corner connection assumes that the angle between the connected segments is less than 90 degrees.
Useful tips
Before electric welding pipes, it is worth remembering a number of tips, following which will simplify the process and also improve the quality of the final result:
- If the connection is made using the butt or tee method, then electrodes whose diameter varies from 2 to 3 millimeters perform best.
- The recommended amperage is from 80 to 100 amperes, with the exception of overlap welding, when it is recommended to increase it to 120 amperes.
- When filling a welding seam, you need to ensure that the rise of the metal above the plane of the element reaches 2-3 millimeters.
- If the cross-section of the pipe is not the usual ovals or circles, but profiles, that is, rectangles and squares, then a point method of connecting it is used.
Its essence is that initially you need to weld a small area on one of the sides. Next - a similar section on the opposite side, then - on the remaining two planes. Only after this the pipe is finally welded.
This approach makes it possible to eliminate the possibility of warping of the product when the temperature rises; its geometry remains stable.
Preparatory operations
The final quality of the joint depends not only on the professionalism of the welder and the use of the “correct” electrodes, but also on how well the preliminary preparation is done.
It consists of the following operations:
- Checking the compliance of the geometry of the connected elements with the selected technology. It must be remembered that the wall thickness must be identical, otherwise it will not be possible to fully weld a thick-walled pipe, and in the case of working with a thin-walled product, on the contrary, the risk of burn-through increases.
- The presence of defects on the welded products, be it cracks, creases or deformations, is not allowed. During the process of thermal expansion, they can turn into areas of complete destruction of the structure.
- Geometric deviations of the cut are not allowed. Its angle must be 90 degrees, otherwise the welding seam will not be strong enough and problems will arise with its formation, which will pose a threat of destruction of the entire structure.
- The edges of the connected pipes must be cleaned until a shiny metal surface appears, for which coarse sandpaper or a special brush is used. The minimum length of the area to be cleaned is a centimeter from the edge.
- Grease and other contaminants, traces of paint and corrosion are removed. The most effective removal agent is a chemical solvent.
This video shows how to prepare the edges of a pipe for clearance using a grinder:
Process Features
Pipe welding technology requires following the following rules:
- The seam must be continuous, that is, end at the point of its beginning. Tearing of the electrode from the surface is not allowed. It is impossible to follow the rule if the pipe diameter is too large. In such a situation, multilayer welding is used. The number of layers must be correlated with the thickness of the walls.
2 layers correspond to a thickness of less than 6 millimeters, 3 – from 6 to 12, 4 – more than 12. Before applying subsequent layers, you need to make sure that the first one has cooled completely.
- Before welding two pipes, they need to be fixed. The tack will simplify the work, eliminate transverse and longitudinal movements, and allow you to form an even and strong seam without unnecessary effort.
- When the pipe wall thickness is more than 4 millimeters, it is possible to form a root seam, the main feature of which is to fill the area between adjacent edges to the full depth. An alternative to a root seam is a roller analogue, which is identified by a 3 mm bead on top of the seam.
- Checking the quality of the seam. It is tapped with a hammer, which allows you to remove slag inclusions. After this, a visual inspection is carried out; cracks, areas with insufficient penetration, chips, gouges, and burns are not allowed.
If a liquid or other medium under pressure will be transported through pipes, a test run is carried out to determine the tightness.
Kinds
Sandwich pipe with basalt insulation
The chimney, assembled on a base of steel pipes, has three types of construction:
- Single-walled - a chimney made of metal up to 2 mm thick. Installed in an existing chimney system in order to eliminate any shortcomings. For example, to repair damage in brick or ceramic chimneys.
- Sandwich chimney is a double-walled structure made of pipes of various diameters. Between the pipes there is a fire-resistant thermal insulation material with a low thermal conductivity coefficient.
- Coaxial - double-walled chimney with the possibility of air intake from outside the room. The design is similar to a sandwich pipe, with the only difference being that gases exit through the central pipe, and cold air is taken in through the outer pipe.
All presented types of steel chimneys can be made independently. A coaxial chimney, compared to a single-wall or sandwich chimney, has a more complex structure, but if you have a properly designed diagram, constructing it will not pose any special problems.
To make it yourself, it is better to use a chimney based on sandwich pipes. This design provides a constant level of traction, is safe, easy to repair, and does not require constant cleaning of the internal channel.
What is necessary?
In all other cases, the participation of a specialist is desirable. We must not forget that a violation of the tightness of a weld in a heating system can lead to very unpleasant consequences (damage to property, including someone else’s, burns, etc.).
Tools
The set of tools and equipment required for welding work is determined depending on the type of pipes used to construct the heating system, as well as the selected welding method.
First of all, this is a manual welding machine.
A detailed diagram of connecting aluminum radiators is here.
A device for connecting polypropylene pipes is also sometimes called a soldering iron. For household needs, a device with a power of 650 W is quite suitable. It can be used to connect plastic pipes with a diameter of up to 60 mm. Nozzles are included with the device.
Manual welding machine
Welding of metal pipes is carried out using an electric or gas machine. For cutting, a grinder or cutter is used. In addition, you will need the usual welding equipment: mask, canvas suit, gloves, asbestos, hammer, electrodes, wire, etc.
Electric and gas welding machines
Types of wiring. Their advantages and disadvantages
For water supply and heating systems in residential premises, the following schemes can be used:
- tee;
- collector
Tee wiring
A tee wiring diagram is a serial connection of pipes and their supply to water intake points (sink, shower, toilet, and so on).
Serial connection of water intake points
The advantages of such a system for connecting water pipes are:
- low cost, since when using a serial connection, a minimum number of pipes and connecting fittings is required;
- ease of installation of the system;
- compactness - pipes occupy a minimum amount of living space.
Among the disadvantages are:
- insufficient pressure when several taps included in the water supply or heating system are turned on at the same time;
- difficulty in finding a leak in the event of a strong drop in fluid pressure in the system;
- the need to completely shut down the water supply to the system to perform repair and/or maintenance work.
Tee wiring is mainly used when arranging communications in small apartments or country houses with a small number of water intake points.
Collector wiring
Manifold wiring is a parallel connection of water supply/heating system pipes to the central riser using a specialized device - a manifold, which is installed at the system entrance to the building.
Parallel connection of water intake points
This plumbing connection system also has its advantages and disadvantages. The positive points include:
- stability of water supply pressure to all connected devices, regardless of the use of other plumbing devices;
- the ability to quickly detect malfunctions in the operation of this or that equipment, as well as places of leakage;
- the ability to carry out repair work without the need to disconnect other points of consumption from the water supply;
- uniform temperature of the supplied liquid.
Negative aspects include the duration of installation, since each plumbing fixture requires a separate pipe, and an increase in the cost of materials (pipes, tees, fittings, holders, and so on).
Manifold wiring, unlike tee wiring, allows for maximum optimization of the operation of each individual plumbing equipment. For example, you can install an additional filter for a washing machine, which will significantly extend its service life.
Some tips for performing quality welding
The quality of welding depends on proper preparation for welding work, the choice of electrodes and process technology, which is somewhat different when connecting joints.
Selecting suitable electrodes
The quality of the weld largely depends on which electrode is used for welding. It is a thin metal rod with a special coating. The inner part of the electrode serves as a conductor to create an electric arc, and the coating ensures its stability and also participates in creating the weld.
Based on the type of core, electrodes are divided into consumable and non-consumable . In the first case, the product is based on steel wire, in the second - a tungsten, carbon or graphite rod.
Based on the type of protective coating, electrodes are divided into:
- cellulose - marked “C” - used for labor-intensive and complex welding work with large-diameter pipes, on long technological lines;
- rutile acid - “RA” - the most used type of electrode for welding water supply and heating utilities;
- rutile - “RR” - can also be used for welding water supply and heating pipes, they are distinguished by greater thickness and better quality of the weld;
- rutile-cellulose - “RC” - provide a more durable seam when using the vertical joining method;
- universal - “B” - suitable for welding pipes of various diameters and thicknesses, in a wide temperature range.
We recommend that you read: How to properly install a ceiling-passage assembly for a chimney in a bathhouse
Another classification of welding electrodes is the diameter of the rod. The strength of the electric arc, which can cope with pipes of a certain thickness, depends on it:
- 3 mm – electrodes are suitable for welding pipes up to 5 mm thick;
- 4 mm – electrodes allow you to weld up to 10 mm thick, as well as make multilayer metal seams.
Attention! In addition to the thickness and material of the electrode, for high-quality welding it is also necessary to take into account the current strength, which depends on the method of connecting the pipes. For example, for a simple butt joint an arc of 80 to 110 amps is suitable, but for lap welding you will need to switch the machine to 120 amps.