Despite the large number of synthetic and polymer materials that have become widespread in modern industry and everyday life, the use of iron alloys is not inferior to the palm. The most critical parts, mechanisms, tools and other components are made of various grades and types of metal that have the necessary properties to solve the assigned tasks. Active searches for a complete replacement for metal alloys have not yet been successful, since the difference in the properties of the materials is too great. The development of metallurgy does not stop; new technologies and methods for producing high-strength and hard materials are emerging. At the same time, the old, traditional methods of metal smelting, worked out over centuries and studied in detail by many generations of metallurgists, have not been forgotten. Let's consider the design of a blast furnace - one of the oldest designs for the production of foundry cast iron, which is actively used to this day.
Story
The need to improve iron smelting technology arose a long time ago. Low-melting ores, located almost on the surface of the earth, did not have large volumes and were quickly consumed. The existing smelting technique was untenable and did not allow working with refractory ores. There was a need to improve existing equipment and technology. First of all, it was necessary to increase the size of the furnaces and significantly strengthen the pressurization mode.
The first mentions of structures similar to blast furnaces were found in China. They date back to the 4th century. In Europe, the appearance of blast furnaces dates back to the 15th century; before that, so-called cheese-blowing furnaces were used. The immediate predecessor of the blast furnace was the Catalan forge, which used technological techniques close to the blast furnace production method. Its distinctive features were:
- Continuous charge supply process;
- Use of powerful hydraulically driven air supply units.
14th century blast furnace
The volume of the Catalan forge was only 1 m³, which did not allow obtaining large volumes of products. In the 13th century, the Stutofen, an enlarged and improved version of the Catalan bugle, was created in the European principality of Styria. It was about 3.5 m in height and had two technological openings - the lower one for supplying air, the upper one for extracting kritsa (raw iron). Stukofen produced three types of semi-finished iron products:
- Steel;
- Malleable iron;
- Cast iron.
The difference between them was in the carbon content - most of it was in cast iron (more than 1.7%), in steel it was less than 1.7%, and in malleable iron the content was 0.04%. The high level of carbon content was assessed negatively, since cast iron cannot be forged, welded, and it is difficult to make weapons from it.
It is important! Initially, cast iron was classified as industrial waste because it could not be forged. Attitudes towards it changed only after the start of secondary smelting, which began to be done due to a shortage of fusible ores. Convertible iron obtained from cast iron was of higher quality, which served as an incentive to expand the conversion process.
Further expansion of capacity and improvement of technology gave rise to the emergence of the blaufen, which was already about 5–6 m high, capable of smelting cast iron and iron simultaneously. It was already practically a blast furnace, albeit a somewhat smaller, simplified design. A two-stage process was established, when the first stage was the production of cast iron, and the second was the smelting of iron from it under increased pressure.
The appearance of the first blast furnaces in Europe dates back to the end of the 15th century. Almost immediately, similar designs appeared in England, and in the USA the first blast furnaces were created much later - in 1619. The first blast furnace in Russia was built by A. A. Vinius at his manufactory in Tula. The process consisted of the following steps:
- Charcoal loading and pressurization.
- Placing pig iron in front of the mouth, melting, and draining the cast iron down.
- Loss of some carbon during passage near the tuyeres.
- Supply of the resulting iron to the nozzle, a powerful boost, during which the excess carbon burned out, and the soft iron settled at the bottom.
Iron was removed from the bottom of the forge and forged, removing liquid slag and compacting the pigs. With this method, the yield of finished iron was about 92% of the original weight of cast iron, and its quality significantly exceeded that of a critical product.
The fuel crisis became a serious problem. Charcoal was used to smelt the ore, which led to the destruction of forests. The problem grew to such an extent that metal was imported into England from Europe, and later from Russia, for 2 centuries. It turned out that the forest grows slower than it burns. Attempts to use coal have shown that it contains a large amount of sulfur, which significantly reduces the quality of the metal. Many experiments were carried out that were not successful.
This is interesting! The solution was found only in 1735 by the English metallurgist A. Derby II, who found a way to convert coal into coke. Since that time, the fuel problem was overcome, and the process received a new impetus for development.
The next revolutionary discovery was the heating of the air used for supercharging. It made it possible to significantly reduce coal consumption by up to 36%. There are special requirements for the grade and quality of metal in terms of manganese, silicon, and phosphorus content. The technology and design of furnaces were improved and supplemented, little by little coming to a modern look.
Design and principle of operation
The blast furnace is a vertical shaft-type structure, resembling a cone, expanding downward. The height of the furnace can reach 70 m, the working volume is 2700 m³. The daily productivity of a blast furnace of this size reaches 5000 tons of cast iron. The main feature of the operation of blast furnaces is the continuity of the process. Work is carried out around the clock and does not stop until the furnace is overhauled or dismantled, which can take a period of 3 to 15 years. If work is stopped and the stove is left without fuel, the so-called “contamination” will occur, the solidification of the materials inside. It is impossible to restart a furnace that has been stopped in an abnormal manner. This specificity forces specialists to constantly worry about maintaining the operating mode of the installation, but also allows them to obtain maximum productivity.
Materials required to implement the blast furnace process:
- Coal coke (fuel);
- Iron ore (sinter, pellets);
- Flux (sand, limestone and other necessary materials that organize the rise of slag upwards).
There are very few deposits of iron ore, the quality of which allows it to be used in the smelting process without pre-treatment, in the world. Therefore, in most cases, specially prepared raw materials are used - agglomerate or pellets, which are lumps of enriched ore material. They have the form of round granules (pellets) or irregularly shaped particles (agglomerate) 2–5 cm in size.
Blast furnace design diagram
The design of the furnace is a massive vertical tower, lined with fireclay (refractory) bricks on the inside. It is installed on a solid foundation, raised above the zero level to a certain height. The upper, heat-resistant part of the base is called a stump. The top of the foundation has a horizontal platform - a platform, which takes on all dynamic and temperature loads, and therefore is water-cooled. The oven is protected from the outside by a durable metal casing, the thickness of which is 4–6 cm.
The interior of the furnace is a cone-shaped tower consisting of several sections:
- Koloshnik. The upper section of the tower, where the charge is loaded and the top gases are removed.
- Mine (or ottoman). The cone-shaped part of the tower, gradually expanding downwards.
- Rasp. The widest (middle) part of the tower, in which the processes of slag formation and melting of raw materials begin. The temperature in this area ranges from 1400°.
- Shoulders. A relatively short section in the form of a cone, tapering at the bottom. This is where the final melting of the metal occurs. The temperature in this area is 1600–1900°.
- Horn. The lower part of the tower where the air supply holes (tuyeres) are located. The cast iron and slag tapholes (holes for releasing cast iron and slag) are also located there. The bottom of the forge is the upper part of the foundation (bottom).
Using a filling apparatus, the mixture and flux are fed into the furnace. As the cast iron and slag melt and are removed, the materials fall down, and new portions take their place. Gases formed during chemical processes are removed through pipelines located in the top part of the tower. They have a high temperature and are used to heat the fresh stream entering the blast furnace for pressurization. Heating is carried out in cowpers - installations that take in fresh air, heat in heat exchange devices and supply hot air to the furnace.
Blast furnace device
The design of a blast furnace is very complex; it is a large complex that includes the following elements:
- hot blast zone;
- melting zone (this includes the hearth and shoulders);
- steam, that is, the zone where FeO reduction occurs;
- a mine where Fe2O3 reduction occurs;
- fire pit with pre-heating of the material;
- loading of charge and coke;
- blast furnace gas;
- the area where the material column is located;
- outlets for slag and liquid iron;
- collection for waste gases.
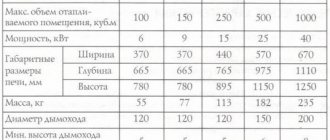
The height of a blast furnace can reach 40 m, weight – up to 35,000 tons, the capacity of the working area depends on the parameters of the complex.
The exact values depend on the load of the enterprise and its purpose, requirements for the volume of metal produced and other parameters.
A more detailed version of the device:
Blast furnace repair grades
To maintain the working condition of the blast furnace, major repairs are carried out regularly (every 3-15 years). It is divided into three types:
- The first category includes work on the production of melting products and inspection of equipment involved in the technological process.
- The second category is a complete replacement of equipment elements subject to medium repair work.
- The third category requires a complete replacement of the device, after which a new filling of raw materials is carried out with straightening of the tops.
Systems and equipment
A blast furnace is not only an installation for producing cast iron, but also numerous auxiliary components. This is a charge and coke supply system, removal of slag, molten iron and gases, an automatic control system, cowpers and much more.
The operating principles of the furnace remain the same as centuries ago, but modern computer systems and production automation have made the blast furnace more efficient and safer.
Cowpers
The modern design of a blast furnace involves the use of cowper to heat the supplied air. This is a cyclic installation made of heat-resistant material, which heats the nozzle up to 1200°C.
The cowper switches on the nozzle to 800-900°C when cooling, which ensures continuity of the process, reduces coke consumption and increases the overall efficiency of the design.
Previously, such a device was not used, but starting from the 19th century. it is necessarily part of the blast furnace.
The number of cowper batteries depends on the size of the complex, but usually there are at least three, which is done with the expectation of a possible accident and maintaining operability.
Top apparatus
The blast furnace apparatus - this part is the most responsible and important, including three gas seals operating according to an agreed scheme.
The operating cycle of this node looks like this:
- in the initial position the cone is raised, it blocks the exit, the lower cone is lowered;
- the skip loads the mixture into the furnace;
- the rotating funnel turns and passes the raw material through the windows onto a small cone;
- the funnel returns to its original position, closing the windows;
- the small cone is lowered, the load passes into the intercone space, after which the cone rises;
- the large cone takes its original position, releasing the charge into the cavity of the blast furnace for processing.
Skip
Skips are special charge lifters. With the help of such galosh lifts, raw materials are captured from the skip pit and conveyed upward along an inclined trestle.
Then the galoshes are tipped over, feeding the charge into the loading area, and returned down for a new portion. Today this process is carried out automatically; special computerized units are used for control.
Tuyeres and tapholes
The nozzle of the furnace lance is directed into its cavity, through which you can observe the progress of the smelting process. To do this, peepers with heat-resistant glass are mounted through special air ducts. At the cut, the pressure can reach 2.1-2.625 MPa.
Tapholes are used to drain cast iron and slag; immediately after release, they are tightly sealed with special clay. Previously, guns were used that were built with a plastic clay core; today, remote-controlled guns are used that can approach the structure closely. This solution made it possible to reduce the trauma and accident rate of the process and make it more reliable.
Blast furnace diagrams
The design of blast furnaces and the smelting process are practically the same in all countries and have no fundamental differences. But there are different schemes of load-bearing structures that have their own characteristics and specifics.
Features of schemes of different furnace designs
- Scottish scheme (a). The fire pit is mounted on special supporting structures called main columns. As a rule, their number corresponds to the number of tuyeres. This is done for ease of operation and maintenance of the air supply holes. If you use other placement options, the tuyeres will have to be placed unevenly, which will affect the pressurization mode and the overall quality of the metal. The disadvantage of this scheme is the possibility of transmitting vibration from the loading devices to the furnace structure. In addition, there are difficulties in carrying out urgent repairs or reconstruction. At the same time, such a stove is cheaper and has less weight, which reduces construction time.
- German (b). The fire pit is installed on its own supports (columns). This improves the quality of forge service, but creates the possibility of excessive stress in the shoulder area due to loads from the weight of the tower. Strengthening the structure creates problems with access to the shoulders, which affects the mode and quality of work.
- Combined (c). In this version, the stress on the shoulders is reduced, but this is done at the expense of more complex maintenance of the hearth section. At the same time, this scheme ensures high strength of the casing, which continues to function effectively even in the presence of noticeable cracks. This feature of the circuit is appreciated by specialists working with raw materials with a high percentage of zinc. It creates excessive pressure on the tower walls, increasing the frequency of major repairs.
- Japanese (g). The supporting structures are 6 columns equipped with brackets. Despite the increased load-bearing capacity, there are noticeable disadvantages - the imbalance of loads increases the weight of the supports, the diameter of the air duct is increased compared to other design options, which contributes to an increase in loads on the tuyere equipment. An additional disadvantage is the difficulty of organizing floor transport in the forge area.
- American (d). The scheme is distinguished by the presence of 4 load-bearing columns. The advantages are reduced vibration that occurs during operation of the loading mechanisms, as well as significantly improved access to the taphole and tuyere area.
These schemes were developed and improved under different conditions, which was the reason for the appearance of some differences in the design. However, all of them are quite successfully operated and produce high quality products.
What is blast furnace production
The structure of a blast furnace consists of equipment through which gas is purified from under-bunker rooms, which are needed for hydraulic cleaning. It also has casting machines and products responsible for processing slag.
If repairs to blast furnace components are required, only refractory material is used to repair:
- Air heater;
- Air duct;
- Gutters;
- Cast iron ladles.
In order to intensify the melting, an oxy-fuel high-speed torch or a plasma torch can be used. In addition, there is an automated installation inside the blast furnaces, due to which it is possible to remotely control scale cars, as well as carry out hydrodusting of the under-bunker room, covering the ladles and chutes through which metal flows.
In blast furnace production, natural gas, humidified blast with constant humidity, and blast that is enriched with oxygen are used.
DIY blast furnace
Making a blast furnace yourself at first glance seems like a ridiculous idea. It is unlikely that it would occur to anyone to organize a miniature metallurgical workshop on their site. There are several reasons for this:
- Lack of raw materials. There are only 2 deposits with rich ore left in the world - in Brazil and in Australia. It is almost impossible to buy pellets or agglomerate - they are not available for free sale, all supplies go through commodity exchanges and amount to thousands of tons.
- It is impossible to obtain permission to build a miniature metallurgical production facility. Ferrous metallurgy is a source of significant environmental problems, so no official would risk giving permission to such an undertaking.
- Neighbors will flood all authorities with complaints, since the constant smoke and fumes will make their life unbearable.
Only the most basic reasons are indicated; in reality there are many more. The use of a blast furnace for metal production in a private home is excluded.
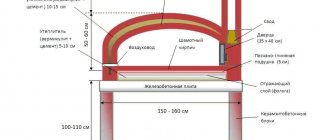
However, if you take into account the specifics of the blast furnace operation, in particular the continuous combustion mode, then you can use it to heat rooms. This is an effective solution for supplying heat to both residential and office premises - a garage, greenhouses, auxiliary buildings, etc. Unlike a conventional solid fuel stove, where fuel must be loaded frequently and the efficiency is quite low, a blast furnace ensures even smoldering of the material within 15–20 hours. This is achieved due to the limited supply of air, which does not allow the fuel to actively burn and extends the process over a long period.
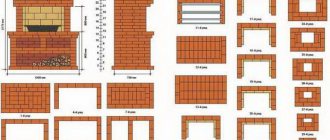
You can make a blast furnace yourself
The oven is usually made from a metal barrel. Carefully cut out the bottom (it will be needed later), install the barrel on a pre-made foundation. The cut circle is reinforced with channel sections to add more weight - it will press down on the fuel, promoting compact placement and efficient smoldering. They cut a hole for the chimney, usually a pipe with a diameter of 10 cm is enough. Then you need to cut out a lid for the barrel from a sheet of metal, since the bottom is already used as a pressure for fuel. A circle of appropriate size is cut out and carefully welded to the barrel. It also makes a hole for the pipe. A hole is cut in the bottom of the barrel for the door through which fuel will be added. You can make an additional door underneath to remove ash.
The chimney is welded on top, the length of its straight part (up to the first elbow) should exceed the diameter of the barrel (ideally much larger). During operation, the stove gets very hot, so many people line it with bricks or create a heat-reflecting screen. The optimal operating mode is found experimentally. Fire safety measures must be observed; ideally, a separate room without flammable objects should be allocated for such a stove.
Blast furnace process
Steels are considered to be alloys of iron and carbon with a carbon content of up to 2.14%. Anything that has a higher carbon content is cast iron. Steel is produced on the basis of two processes - blast furnace (the result is pig iron) and the actual production of steel, when steel and alloys of the desired grade and composition are obtained from pig iron by burning carbon and adding alloying elements.
Raw materials
The basis for producing cast iron in the blast furnace process is iron ores. Since iron has a relatively high affinity for oxygen, it is not found in its pure form in the earth’s crust, but is found in the form of compounds with oxygen and carbon dioxide.
The main iron ores that are used in metallurgical production are iron oxide (Fe3O4 - magnetite, magnetic iron ore), iron oxide (Fe2O3 - red iron ore, 2Fe2O3 * 3H2O - brown iron ore) and iron carbonate FeCO3. Naturally, these substances are not found in their pure form, but contain admixtures of other elements (most often sulfur and phosphorus) and other substances in the form of accompanying rocks that do not form chemical compounds with the target product (usually SiO2, Al2O3, CaO, MgO).
In addition, iron pyrite FeS2 is available in large quantities in the form of ores, but it is very rarely used in metallurgy, since the iron smelted from it is of very low quality due to its high sulfur content.
As a result of special technologies for ore crushing and the flotation process, a significant part of the waste rock can be separated from the target product, as a result of which in some cases it is possible to increase the iron content in the ore to 63-67%, and sometimes to 69-72%.
However, it is not possible to completely remove waste rock; this operation is carried out in the blast furnace process itself by converting waste rock into slag, which is separated from the cast iron.
Process and diagrams
The blast furnace process (the process of producing pig iron) is carried out in shaft furnaces (blast furnaces). The blast furnace, a schematic section of which is shown in Fig. 5.1 , is a device in the form of a cone in the upper part several tens of meters high, lined with fire-resistant bricks on the inside and tied together with iron hoops on the outside or surrounded by a solid iron shell. The upper part of the blast furnace is called the shaft and ends at the top with a hole - the top, which is closed by a movable funnel - the top gate. The widest part of the blast furnace is called the steam chamber. The lower part of the blast furnace forms the forge. The forge has holes - tuyeres - through which hot air is blown into the furnace.
When starting up, the blast furnace is loaded first with coal (coke), and then layer by layer with a mixture of ore with flux and coal and clean coal. The lower layers of coal are ignited, after which combustion and the temperature required for smelting are maintained by blowing air heated in heat recuperators into the hearth. The latter enters an annular pipe located around the bottom of the furnace, and from it through distribution pipes through tuyeres into the hearth. In the forge, coal burns, turning into carbon dioxide, which, rising up and passing through a layer of hot coal, turns into carbon monoxide. This carbon monoxide reduces the bulk of the ore, turning back into carbon dioxide. However, such a scheme does not fully reflect the variety of chemical reactions occurring in the furnace. The order of transformation of ore into cast iron and the temperature distribution are shown in Fig. 5.2.
Rice. 5.1. Schematic representation of a shaft furnace for producing cast iron (blast furnace).
Rice. 5.2. Scheme of chemical reactions occurring along the height of a blast furnace.
In the lower part of the furnace, as already mentioned, coke combustion occurs according to the reaction:
< C > + { O2 } = { CO2 }
Here, angle brackets indicate the solid state, and curly brackets indicate the gaseous state.
Passing upward further through a layer of hot coal, CO2 turns into carbon monoxide:
{ CO2 } + < C > = 2 { CO }
Carbon monoxide is a strong reducing agent and is what reduces iron from ores. The reaction occurs in stages, as shown in the figure. As a result, grains of solid iron are formed.
As the coal burns, this iron falls down the furnace into its hotter part - steam, and here at a temperature of about 1200 ° C it melts in contact with coal, partially dissolving it and forming hypereutectic cast iron with a carbon content of 4-4.5%. While pure iron melts at 1535°C, cast iron at the eutectic point melts at 1150°C, so drops of liquid iron flow down to the bottom of the hearth. In order to save the thermal energy of the exhaust gases and return it to the process, the exhaust gases from the blast furnace are sent to the so-called. “coopers”, where gases give off some of the heat. First, these gases are sent to one of the cowpers, while air is blown through the second to be subsequently fed into the blast furnace, where it is heated. At certain intervals the flows change places.
Simultaneously with the reduction of iron, processes of separation of waste rock from the target product occur through the formation of slag during the interaction of impurities with flux additives. The final slag consists of 85-95% SiO2, Al2O3 and CaO; the rest is MgO (2-10%), FeO (0.2-0.6%), MnO (0.3-2%) and 1.5-2.5% sulfur in the form of CaS. They strive to create the most fusible slag, therefore, depending on the type of impurities in the ore used, either acidic (SiO2) or alkaline components (calcium and magnesium oxides) are added to the charge.
To produce liquid smelting products, cast iron and slag tapholes are used separately.
Since slag is a multicomponent system, in addition, the process of transition from solid to liquid state occurs in a fairly large temperature range, the viscosity of the slag is determined not only by temperature, but also by the composition of the slag, therefore each type of charge has its own characteristics.
Another problem that is observed in the blast furnace process and which is solved differently for each type of charge is the problem of sulfur. Sulfur is a harmful element that deteriorates the quality of metal. It causes red brittleness in steel and deteriorates the quality of cast iron, increasing the likelihood of cavities forming in castings. The restrictions on sulfur for steel and cast iron are very serious - these materials should not contain more than a few hundredths of a percent. However, if no special measures are taken, up to 0.9% sulfur can accumulate in cast iron. Since sulfur is easier to remove from ores and cast irons than from steel, it is at the stage of preparation of charge components and in blast furnace production that these operations are carried out.
Although a significant amount of sulfur is removed during fire processing of ores (sintering and pellet roasting), a lot of sulfur is introduced into the blast furnace with coke and iron ore materials in the form of iron sulfide (pyrite FeS2), barite BaSO4 and gypsum CaSO4 * H2O.
Part of the sulfur is removed naturally during technological processes through the formation of gases (SO2, H2S, etc.), but this is only a small part, estimated at about 15% for a conventional blast furnace process. Therefore, the main attention is paid to the conversion of sulfur compounds that dissolve in cast iron into compounds that do not dissolve in it, for example, according to the reaction:
FeS + CaO = CaS + FeO FeO + C = Fe + CO
FeS +CaO + C = CaS +Fe + CO
There are other desulfurization methods that can generally solve this problem when using a wide variety of ores.
The end products of blast furnace smelting are pig iron (target product) and slag and blast furnace gases (production by-products). In this case, we are only interested in cast iron, so we will focus on it.
Cast iron is a multicomponent alloy of iron with carbon, silicon, manganese and sulfur. Depending on the purpose of cast iron, it may contain other substances, the content of which is regulated by relevant standards.
The main type of cast iron produced in blast furnace production is pig iron (up to 90% of all cast iron produced), which is then used to produce various types of steel.
The production of cast iron is also of independent importance, since some types are used for castings. A small part of pig iron is also used to produce cast iron castings. Some types of cast iron products can be galvanized, but we'll talk about that later.
Depending on the purpose of the cast iron, the latter is transported from blast furnaces by iron carriers in liquid form either to steelmaking shops or to casting machines (when smelting commercial cast iron).
You may also be interested in the following articles:
- Mechanical surface preparation methods
- Electroless nickel plating
- Copper plating and its electrolytes
- Dependence of coating thickness on the speed of immersion in the bath
- Hot-dip galvanizing of façade anchor
comments powered by HyperComments