How to weld a leaking pipe using electric welding? Pressure water pipe repair!
Electric welding of water pipes is one of the most reliable ways to achieve the necessary tightness of the circulation circuit. The seams obtained using this technology are resistant to pressure, mechanical loads, and corrosion.
Unfortunately, even if all requirements are met, pipes may leak during operation. This occurs due to external loads for which metal structures are simply not designed, as well as due to natural aging and wear of the material.
In such a situation, you have to act immediately and eliminate leaks in an already used pipeline.
Need for work
Welding a pipe with water may be required in the following cases:
- Leaks formed as a result of exceeding standard loads or poor-quality installation work. Disconnection in such cases is not welcome, especially if we are talking about main pipelines supplying water to large residential areas.
- The need for a tie-in. Draining liquid from the entire system involves significant temporary losses, so the matter is often limited to turning off the circulation pumps. This measure helps reduce pressure in the circuit, making work easier.
Main difficulties
Welding pipes under pressure is not an easy task, and not every specialist will undertake it.
Problems are associated with the following phenomena:
- the pressure of the liquid does not allow the required temperature of the weld pool to be reached, it is extremely difficult to achieve the required coefficient of adhesion of the deposited metal to the base;
- When water comes into contact with hot material, large volumes of steam are produced. The welder has to work in conditions of limited visibility, the mask fogs up, he has to constantly wipe it, get distracted, waste time;
- It is very difficult to work when the pipes are located at a height, under the ceiling. Water can drip onto the welder, and it can be awkward to hold heavy equipment.
How to weld a pipe with water using electric welding
27.03.2019
Situations arise when a defect in the pipeline has to be repaired when supplying water. More often, fistulas occur on welded pipes; they can be eliminated by electric welding the water pipe using surfacing electrodes. Although the welding will be weak, a serious accident, water leakage will be prevented.
Before welding, the main pressure is reduced to possible limits. Experience is required to perform the work. A beginner cannot cope with such welding. It is especially difficult to weld cast iron risers. Cast iron has high fluidity; when heated, structural changes occur in the metal, worsening performance characteristics.
Welding water pipes under pressure using electric welding
Why is it necessary to weld a pipe with water?
It is necessary to boil pipes with water in the following situations:
- when, after putting the system into operation, lack of penetration of joints is detected;
- sometimes when installing welded pipes, the main line turns out to be defective;
- when it is impossible to leave a large area without water;
- there is no way to drain the water or it is not economically feasible;
- you urgently need to install a shut-off valve or metering unit;
- Due to the slope, water remains in the pipe after the system is drained.
These are not all situations in which welding of pipelines with water is necessary.
What difficulties may arise
During repair welding of water pipes using electric welding, the quality of the seam from contact with water will be low. This repair of defects is a temporary measure. It is not provided for by GOST. When water pressure increases and the system is pressurized, the seam formed during welding can crack. Not all welders undertake this type of work. Surfacing of metal in the damaged zone often leads to multiple fistulas around the welding zone, because during welding the oxidation process is activated by contact with water. Instead of one fistula, many are formed.
Welding a pipeline containing water is a technologically complex job for a number of reasons:
- Due to the steam generated from the water during welding, you have to periodically wipe the mask; the work area is difficult to see.
- Water constantly cools the welding working area and prevents the metal from penetrating to great depths. Setting occurs immediately and crystallization begins.
- When pipelines located under the ceiling leak, work clothes get wet from the water. This is fraught with breakdown of current. The hand twitches and the electrode gets stuck.
How to weld a pipe with water
When welding pipes under pressure and sealing fistulas, conventional inverter welding is more often used.
Fistulas and water leaks occur due to incorrect choice of mode, impacts or corrosion damage. They are eliminated in good light - the damage should be visible from all sides. When making a vertical or horizontal seam, the electrode is held perpendicular to the pipe so that water does not flow down it. The defect is melted from top to bottom:
- a few drops of melt are applied at the top point; after the arc stops, the working area is hit a couple of times with a hammer so that the metal penetrates deeper into the defect;
- the same procedure is carried out, descending to the very bottom;
- when the water stops flowing and the steam disappears, strengthen the wall around the fistula, rising from bottom to top, and apply crescents. Create additional rollers and break them with a hammer.
It is necessary to work at low current to prevent burns on the wall damaged by corrosion.
Joint repair
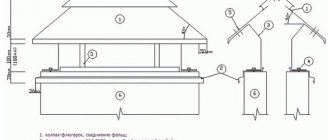
There are situations when you need to re-weld the entire joint. First, the lower part of the joint is welded; it is welded through a window cut out in the upper part of the pipe. It can be made in any geometry: round, square, rectangular. This does not matter; it is important to provide access to the joint.
The water is blocked by clogging the passage with rags; they are inserted on both sides to dry the work area as much as possible. The seam is made in small fragments, three centimeters each, in two passes. The second is done in the opposite direction. When the scale is knocked down, the rag is removed, water will flow into the pipe again. Proceed to the side parts.
The final part of the work is welding the window, it is closed with the prepared patch, the seam is drawn in a circle. Walls thicker than 6 mm are boiled twice in different directions.
Source: https://svarkaprosto.ru/tehnologii/kak-zavarit-trubu-s-vodoj-elektrosvarkoj
Competent execution of work
Pipeline welding technology, produced in accordance with the basic provisions, ensures long-term operation of the entire system. To do this, it is important to maintain slopes for the natural movement of the coolant. This way, you won’t have to redo the work twice.
It is also worth maintaining a sufficient distance from the walls and between the pipes so that it is convenient for the welder to weld the joints efficiently. For more reliable melting, a gap of 1-2 mm is left between the sides, into which the molten metal flows.
Selecting a tool and setting up equipment
Despite all the difficulties, working with pipes under pressure is quite feasible. The main thing is to correctly adjust the operating modes and select the appropriate tools.
For example, the best electrodes for welding water pipes are as follows:
SSSI 13/55. Universal elements that allow you to repair pipes made of steel, regardless of the degree of alloying and carbon content.
The formed seam is characterized by an optimal combination of strength, ductility and toughness, and can withstand high operating loads without the formation of repeated fistulas and destruction. Beginners may be afraid that the electrode sticks to the metal during operation, but it is very easy to get rid of this; you just need to lengthen the arc.
In just a few minutes of work you can develop a good skill and feel all the subtleties and advantages of the electrode.
MGM-50K. New development optimized for work with pipes under pressure.
The main feature is that a gas bubble is formed around the arc, displacing steam or liquids, which improves the conditions in which welding is carried out, facilitates the task, and allows one to achieve the desired result.
The electrode is suitable for working with pipes made of both high carbon steel and low alloy grades. It is allowed to work on contaminated surfaces and metal that already has signs of corrosion damage.
Watch an interesting video about which electrodes are best to use for welding pipes:
It is also useful to adhere to the following recommendations:
- Increasing the current will help achieve the required arc stability; the likelihood of electrode sticking will be reduced due to the fact that the deposited metal quickly cools and sticks to the base.
- The electrodes are pre-heated, and the work area is heated with a gas burner. The flame evaporates the liquid leaking from the pipe, increasing the level of adhesion of the deposited metal to the base.
- When choosing voltage, you should focus on your own preferences.
Beginners should know that:
- alternating current forms a more stable arc, making it possible to work even under an impressive layer of water, but the final quality of the seam is not too high;
- direct current, in turn, helps to achieve maximum penetration depth of the deposited metal and weld strength, but direct work in an environment of high humidity is more difficult.
Useful video for beginners on how to weld a pipe with water when repairing a heating main:
Types of adhesive compositions and their features
The composition can have a liquid or solid consistency:
- Liquid option. Sold as a set of two tubes. An elastic component based on epoxy resins is placed in one container, and a liquid hardener is placed in the other. The components are thoroughly mixed in the proportions indicated on the package immediately before use. It is necessary to use the finished composition within 2-20 (depending on the manufacturing technology) minutes. Liquid cold welding components must be stored under special conditions, and different formulations will be needed for different materials being bonded.
- Hard cold welding. It is a plastic block of round or rectangular cross-section. The bar can be homogeneous or consists of separated layers. The inner layer is a mixture of epoxy resins, which are responsible for the plasticity and uniformity of the mass, the outer layer is a hardener (metallic inclusions and sulfur). Before use, the components are kneaded and mixed.
Note! If there is no need to use the entire composition at once, the cold welding bar can be divided into parts (it should only be cut across). The performance qualities of the material will not be affected by this.
In addition to universal adhesive compositions that can work equally well with any type of material, special types of cold welding are produced for specific types of work:
- Compositions for extreme conditions. They help out in unusual situations: under water, in conditions of high temperature or pressure.
- Adhesives for metals. Give the greatest effect when working with metal parts. Reliably glue surfaces of different metals.
- Cold welding for automotive parts.
- Special grades of cold welding for concrete, ceramics, plastic, etc.
We recommend that you read: Polypropylene pipes for heating systems
Special types of cold welding almost always surpass universal ones in their effectiveness on a specific material, but they often turn out to be absolutely powerless when working with other materials.
Regardless of the type of cold welding, in relation to water supply and heating networks, we note a number of clear advantages of this method of repairing or joining parts:
- The procedure is completely safe, especially in comparison with hot welding.
- Repairing a pipeline or heating radiator will not require the use of special tools; the procedure for preparing and using the mixture is extremely simple and straightforward.
- The material is available for free sale in all construction stores.
- Universal adhesive compositions are suitable for all types of pipes: steel, cast iron, plastic, etc.
- The surrounding materials are not exposed to high temperatures; cold welding can be safely used even in conditions of increased fire hazard.
- The ability to carry out repair work does not depend on the availability of a source of electricity.
- The cost of work using cold welding is significantly lower than any other known method.
Meanwhile, cold welding is not without some disadvantages. The cured material (like all epoxy resins) is vulnerable to torsion, bending, and other deformations. Such material will also most likely not withstand serious loads. In terms of strength and durability, the resulting seams are seriously inferior to the capabilities of arc welding.
It is important! The reliability and quality of the patch largely depend on correct mixing and compliance with time and temperature restrictions for use.
The temperature for which a particular type of cold welding is designed is indicated by the manufacturer on the packaging. Most often, the upper limit is limited to 260°C. Some species are able to withstand much more extreme temperatures - up to 1300°C.
The cold welding procedure itself should also be carried out at a certain temperature. For most types of mastic, it is enough that the ambient temperature is positive.
Among the popular and proven brands are some domestic and foreign products:
- Foreign brands: ABRO, Hi-Gear, Cold Weld Magnum Steel, etc.
- Russian products: Polymet, Almaz, Titan, Fast Steel, Moment Super Epoxy, etc.
We recommend that you read: How to use the “Mole” product to clean blockages in pipes and prevent them?
The price of the compositions, as a rule, is not too high, so it is better to prefer slightly more expensive, but sometimes order of magnitude more effective imported samples.
How to get rid of a leak in a pipe
If a fistula is detected in the pipeline, it is necessary to immediately begin to prevent the leak. To do this, we suggest using one of the options:
- Installation of the clamp.
- Application of a bandage connection.
- Use of cold welding agent.
Installation of clamp connection
The most common method of repairing cracks in a pipe is a clamp connection. The specialized device consists of the following connecting elements:
- Iron plate.
- The sealant (rubber) is placed inside the plate.
- Bolts to connect the structure together.
To install the clamp yourself, follow these steps:
- Thoroughly clean the required pipe section from rusty coating and dust deposits.
- Wrap the surface of the pipeline with a clamp.
- Fix the device securely with bolts.
Application of a bandage element
If you don’t have a clamp at hand, in this case, leaks on the pipe surface can be eliminated by using a bandage. It comes in several types: rubber, glue or cement.
Rubber bandage
- Rubber material. A small section from a bicycle inner tube will do. A medical tourniquet is also suitable to stop bleeding. This piece is used to wrap the crack in the pipe.
- Small clamps for screeds. Additional accessories: wire, straps for fixation so that rubber can be attached to the surface.
Adhesive bandage
- Use a solvent to thoroughly clean the area of the pipe leak where the bandage will be applied. There should be no dirt or dust.
- Prepare pieces of gauze, bandage or material with glass inserts. Then soak them generously in a special adhesive solution.
- Wrap the surface of the pipe with material at the crack site. Make several layers. Secure with wire.
- Allow time for the adhesive to dry completely.
How to fix a leak in a metal pipe
Below we will consider the simplest method for eliminating a crack that has formed in a metal pipeline. You don't need a plumber for this.
Remember that the appearance of cracks can be caused by ordinary human forgetfulness. For example, at a summer cottage, the water from the system was not drained before winter. The water in the pipes will freeze, causing them to burst in some places.
Let's move on directly to our actions, namely sealing the crack. What do we need for work?
- Small galvanized sheet metal.
- Cold welding, such as epoxy glue.
- Metal plate - clamp.
- Metal scissors, screwdriver.
- A vessel in which you will need to stir the composition.
Looking for a crack
Inspect the pipeline for cracks and make markings with a reserve. If the pipe is filled with water, drops or streaks will be visible. If it is hollow, then fill it with water to check.
Dry the crack area. Then clean off rusty deposits and layers of old paint.
Preparing a patch - a clamp
Measure the length of the crack and add a few centimeters to it on both sides. Cut the patch to the desired length from sheet metal. The clamp must be bent in your hands so that it takes an arched shape. Try it on so that it sits tightly on the pipeline.
Preparing the composition
We prepare cold welding for work - dilute it in a separate container if it is a little liquid. Or knead it with your hands if the composition has a dense consistency. You shouldn’t skimp on the adhesive mixture, but don’t overfill it too much.
Repairing the crack
Protect your hands with protective gloves. Apply the prepared cold welding compound to the marked crack that has formed on the metal pipeline.
Cover the leakage area with a piece of sheet metal. Bend the clamp as much as possible, attach it to the pipe and secure it with any ties. Wait a day for the cold weld to set firmly, then you can use the pipeline for its intended purpose.
On a note! After the cold weld has hardened, it is advisable to treat the area with fine sandpaper. The last stage is painting.
In the second option, you need to apply an arc-shaped piece of metal plate, liberally lubricated with glue, to the crack. Secure with zip ties. In appearance, such a repair may not look very aesthetically pleasing, but it is reliable.
How to fix a leak in a hot water pipe using cold welding
To repair a water supply system pipe using cold welding, we follow the following sequence of actions:
- The section of the pipeline network where damage is detected is closed.
- Water is drained from it whenever possible.
- If the pipe is painted or covered with thermal insulation, it is cleaned down to metal at a distance of about 5 cm in the damaged area.
- Rust residues are removed, the pipe section is degreased and dried.
- A piece is cut from a cold-welded bar, and the plastic composition is kneaded by hand until the components visually become a single whole. If a liquid variety is used, the components are mixed in the proportion indicated on the package.
- The finished mastic is applied to the damaged area, and an even spindle-shaped thickening is formed. It is important to understand that it is advisable to apply the composition to the pipe not in the form of a patch, but to cover it along the entire circumference.
- Within 3-4 hours the composition dries, forming a hard, durable mass.
To enhance strength, a bandage made of technical fabric, a simple bandage or gauze can be applied over the welding layer. It would also be a good idea to apply a coat of paint to this area.
If you cannot turn off the water supply for one reason or another, you can try to eliminate the leak in a wet pipe. To do this, you will definitely need a special composition of liquid cold welding that can stop the effect of water. It is most convenient to impregnate a fabric tourniquet with this composition and wrap it around the damaged area. The fabric, even very thin, will provide the material with tight contact with the surface and additional strength.
Increasingly, water supply systems based on polymer pipes are found in homes. This material is more reliable than metal, but, unfortunately, it is also not one hundred percent insured against accidents. Special types of cold welding have been developed for working with plastic products.
We recommend that you read: How to make and install a heat exchanger (economizer) for a chimney with your own hands
The sequence of actions in this case is almost the same, with the exception of a few points:
- The damaged area is treated with sandpaper (this will increase the adhesion of the smooth plastic to the adhesive), degreased and dried.
- To enhance the effect, a clamp is often used after applying cold welding.
Fixing a leak in a heating pipe
A leak in a heating pipe can occur for several reasons:
- The pipes are not tightly connected.
- Rust through.
- Formation of a crack on the surface of the pipeline.
To eliminate such problems in heating pipes, several options are used to get rid of the leak: use glue, cold welding, or install a clamp.
If through rust has formed in the pipe, then cold welding or an adhesive mixture is unlikely to help. In this case, you will have to replace the corroded section with a new pipe.
Preparing the “stub”
Electrode welding is not often used when repairing a crack in a heating pipe. And in winter it is difficult to do this. You might suggest using a so-called “stub”. To prepare it, take a piece of old material, impregnate it with sealant, and then wrap it around the required area.