Размеры
Какую трубу выбрать для водоснабжения — к этому моменту читатель уже может определиться. Ну а что с ее размером?
Для того, чтобы определить необходимый диаметр трубы, существуют специальные гидродинамические таблицы.
Они отталкиваются от необходимого расходы воды в литрах и учитывают ряд факторов:
- Материал трубы и связанную с ним шероховатость внутренних стенок;
- Протяженность водопровода (чем она больше, тем большее сопротивление испытывает вода при движении по трубе;
- Количество поворотов трубы;
- Неизбежное зарастание стальной трубы.
Однако все эти расчеты нужны по большей части инженерам при разработке проекта здания: там простое уменьшение диаметра трубы до минимально необходимого принесет большую экономию.
Поскольку стальная труба для водоснабжения нами отвергнута с презрением, проблема зарастания тоже может быть забыта.
А раз так — правила просты:
- Для ввода воды в частный дом может быть использована оцинкованная труба диаметром 3/4 дюйма, полиэтиленовая или полипропиленовая труба диаметром 26 миллиметров. Полиэтилен, как мы помним, используется лишь для холодной воды;
- Разводка по дому или квартире выполняется оцинковкой или медью диаметром 1/2 дюйма; металлопластиком диаметром 16 мм, полипропиленом или полиэтиленом с внешним диаметром 20 миллиметров.
Этих размеров достаточно для любого разумного количества сантехнических приборов в доме.
Подготовительные работы
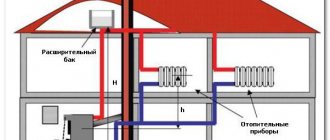
Схема внутреннего и внешнего дымохода из стальной трубы
Подготовительные работы перед монтажом дымохода из металлической или сэндвич-трубы включают в себя: составление схемы отводящей конструкции, расчет количества соединяемых элементов, просчет узлов соединения и сопряжений с перекрытиями. После выполнения данных условий можно переходить к закупке материала и монтажу конструкции.
В процессе подготовки следует учитывать следующие условия:
- Сборный дымоход внутри помещения должен идти вертикально вверх. Допускается отвод на угол не более 45º. При отводе по горизонтали максимальная длина трубы не более одного метра.
- Длина элемента, идущего от выходного патрубка печи или котла, должна быть не более одного метра. Для кирпичных печей в качестве соединительного элемента используется одностенная металлическая труба с водонагревательным бачком.
- Не допускается стыковка отдельных частей сэндвич-дымохода в месте межэтажного и чердачного перекрытия, а также в конструкции кровли.
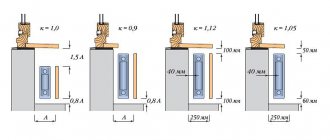
- Места прохода трубы через межэтажное и чердачное перекрытие дополнительно защищаются металлическим коробом или специальным сэндвич-кольцом. Расстояние от внешней поверхности трубы до стенок короба — не менее 15–17 см. При отсутствии разделки расстояние увеличивают до 50 см.
- Прочистки и вентиляционные отверстия должны располагаться в нижней части дымохода (от патрубка печи до потолка парной). При выходе из межэтажного перекрытия дымоход направляется вертикально вверх. Допускается установка отвода при попадании трубы на несущую балку или другой элемент кровли.
- Для кровли из горючих материалов (рубероид, изоспан, стеклоизол) на конце дымового канала устанавливается дефлектор с мелкоячеистым искрогасителем.
В целях профилактики дымоход должен осматриваться один раз в полгода. При частом использовании отопительного оборудования чистка дымохода проводится не реже одного раза в квартал.
Подготовка к работам
Перед началом основных операций следует заняться подготовкой труб отопления, подлежащих свариванию. Она состоит в том, что поверхности заготовок в местах состыковки тщательно зачищаются, а затем обезжириваются. Только при этом условии удаётся получить качественные швы в местах их соединения на сварку.
В процессе подготовки трубным стыкам придаётся удобная для сваривания форма с соответствующим углом раскрытия кромки. Помимо этого, обязательно выполнение требования по качеству торцевой плоскости среза. Она должна располагаться строго перпендикулярно оси трубы.
Сваривать трубы отопления большого диаметра рекомендуется лишь после их торцевания с привлечением специальной техники (фрезерных механизмов или же газорезательных машин).
Геометрические размеры подготавливаемых стыков выбираются исходя из толщины самих трубных заготовок, их химического состава и установленных ГОСТом механических свойств. На практике параметр притупления кромок, как правило, выбирается порядка 2-х мм, а угол раскрытия делается около 65°.
Одним из наиболее ответственных показателей эффективности подготовительных работ при сварке труб отопления является правильный выбор расходных материалов.
Нюансы
Напоследок несколько советов общего характера, связанных с выбором и монтажом труб:
- Если вы предпочтете металлопластиковые трубы — остановите свой выбор на фитингах под обжимку
, без резьбы и накидной гайки. Они не разбираются, зато куда реже текут; - Длинные участки из неармированного полипропилена на горячей воде должны включать компенсаторы
— П-образные изгибы или петли; - В стяжку или штукатурку укладываются только трубы с малым коэффициентом теплового расширения
— оцинковка, медь, металлопластик или армированный полипропилен. Разумеется, речь идет все еще о горячей воде; - Все соединения, кроме сварных на полипропилене и паяных на меди, должны быть доступны после окончания ремонта . В первую очередь это касается металлопластика;
- Использование фильтров на входе в квартиру — обязательно. Они продлят жизнь и смесителям, и бытовой технике.
Монтаж стальных отопительных трубопроводов
Процесс монтажа труб отопления из стальных труб может осуществляться двумя способами: резьбовым и сварочным. Оба способа достаточно надёжны, однако довольно сложны с технологической точки зрения, а потому для их осуществления требуется привлечение профессионалов.
При соединении стальных труб посредством резьбовой скрутки вначале на торцы стыкуемых изделий должна быть нарезана резьба, после чего они соединяются между собой посредством муфт, фитингов, сгонов и прочих промежуточных изделий, качеству которых должно уделяться особое внимание
Для обычных стальных труб лён в качестве подмотки не рекомендуется, поскольку постоянная влага в месте резьбового соединения может приводить к коррозии.
Ещё большей надёжностью отличается метод соединения посредством сварки, однако, в отличие от резьбовой стыковки, он является неразъёмным, то есть разборка соединения при необходимости становится невозможной.
Процесс сварки стальных труб может осуществляться только квалифицированными специалистами. Данная работа требует наличия специального сварочного оборудования, работа с которым представляет значительные сложности и недоступна для тех, кто не обладает профессиональными навыками.
В целом, при проведении сварочных работ необходимо придерживаться следующих важных правил:
Монтаж отопления посредством стальных труб следует начинать с установки стояка; а затем именно со стороны стояка должна производиться укладка трубопровода. Однако в большинстве случаев работы в жилых объектах не ведутся с нуля, а сводятся к замене устаревших отопительных коммуникаций.
Поэтому, в зависимости от ситуации, сварочный процесс может иметь те или иные особенности.Оцинкованные стальные трубы свариваются с использованием самозащитной проволоки диаметром около 1 миллиметра. В некоторых случаях возможно использование электродов диаметром до 3 миллиметров, имеющих рутиловое либо фтористо-кальциевое покрытие.Соединение неоцинкованных стальных труб для отопления, которые в домашних условиях обычно имеют диаметр не больше 25 миллиметров, чаще всего производится внахлёст. Сборка таких трубопроводов методом стыковой сварки осуществляется только на предприятиях.Сварной шов при соединении стальных труб доложен быть ровным по отношению к поверхности соединяемых изделий, и не иметь наплывов, трещин либо прочих дефектов и изъянов (прочитайте: “Варианты сварки оцинкованных труб – преимущества и недостатки способов”).
Как выполнить правильный шов
Чтобы сделать качественный шов, необходима правильная подготовка трубы к сварке. Качество кромки труб является определяющим для прочного и герметичного шва.
Например, для сварки встык срез трубы должен быть строго под прямым углом. Перед началом работы его тщательно зачищают наждачной бумагой на 1 см от края трубы, затем удаляют масла, краски, металлической пыли и обезжиривают.
Техника сварки зависит от формы сечения, толщины и диаметра соединяемых труб. Простые круглые трубы для систем отопления свариваются простым непрерывным швом, двигая электрод вдоль поверхности трубы до тех пор, пока два фрагмента не будут полностью сварены.
Для относительно тонкого трубопроката (до 6 мм) подойдет двухслойный шов, при толщине от 6 до 12 мм применяется трехслойная сварка. Массивные и толстые фрагменты трубопровода соединяются четырьмя и более швами.
Швы выполняются поочередно, один за другим. Следующий шов можно начинать только после остывания предыдущего. Чтобы добиться качественного и красивого шва, нужно периодически снимать образующийся в месте сварки шлак, слегка постукивая по трубе молоточком.
Особенности сварки поворотных и неповоротных стыков
Для выполнения качественного поворотного стыка (там, где две трубы соединяются под определенным углом) можно использовать специальный вращатель, который фиксирует и обеспечивает максимально удобный доступ сварщику.
Рекомендуем ознакомиться: Виды водопроводных задвижек и особенности их ремонта
При отсутствии аппарата придется поворачивать трубу вручную, обрабатывая электродом участок сечения трубы 60-110 градусов.
При ручном выполнении поворотного стыка диаметр труб сначала проваривается на 2/4 с внешней стороны в два слоя, затем разворачивают и доваривают стык, используя все три-четыре слоя.
Неповоротный стык делать намного легче: совместить два фрагмента трубы и сделать несколько точек сварки (например, в виде воображаемого креста, или только с двух противоположных сторон). Варить трубу, начиная с нижней точки, двигая электрод к верхнему участку.
Как проверить надежность соединения
Герметичность сварки можно проверить только одним способом – пропустить через трубу воду или газ под давлением и проверить визуально на наличие протечек рабочей среды. Например, если выполняется сварка труб системы отопления, можно присоединить участок трубы к системе и наполнить ее водой. Если на участке сварного шва не покажутся капли воды, сварка выполнена качественно.
Основные этапы монтажа
Монтаж системы отопления из стальных труб не требует особых навыков. Зависимо от материала, из которого изготовлены детали, нужно подготовить сварочный аппарат или газовую горелку. Основные этапы установки труб системы отопления:
- Нарисовать чертеж размещения системы отопления согласно проекту здания. На рисунке отображаются размеры, ключевые узлы, разводки, радиаторы, панель управления, краны спуска воды.
- Очистить помещение от лишних предметов, проштробить стены, сделать отверстия для труб.
- Собрать систему из отдельных деталей, сделать выходы к радиаторам. Места стыковки свариваются электрической дугой или газом из сопла аппарата. Швы зачищаются, обрабатываются антикоррозийными составами.
Прежде чем монтировать трубы отопления нужно продумать узлы разводки, систему управления, перекрывания трубопровода. Дополнительно к этому, необходимо сделать отдельный кран снаружи дома, через который можно вылить воду из системы. На радиаторах должны быть установлены регуляторы температуры, подачи жидкости. Первый запуск должен быть пробным, чтобы проверить целостность общей конструкции.
Монтаж отопления в частном доме. Часть 2. Работаем с металлическими трубами.
Watch this video on YouTube
Конструкция и особенности
Элементы модульного дымохода из сэндвич-труб
Стальной дымоход из сэндвич-трубы по способу вывода подразделяет на два типа: внешний и внутренний. Внешний дымоход выводится через несущую стену наружу и закрепляется на плоскости с помощью специальных кронштейнов.
Для сборки дымохода используются следующие элементы:
- соединитель/переходник для патрубка;
- сэндвич-труба длиной 50–100 см;
- труба с проверочной дверцей;
- отвод/колено с углом поворота 30–45º;
- стяжной/обжимной хомут;
- междуэтажное крепление;
- металлический короб для межэтажного выхода;
- металлическая пластина для защиты перекрытий;
- фартук и защитный конус;
- коническое окончание/дефлектор.
В конструкции некоторых модульных сэндвич-дымоходов предусмотрен сборник конденсата, глушитель, разнообразные тройники и заглушки. В зависимости от производителя и комплектности названия элементов могут различаться.
Общий принцип работы дымохода с цилиндрическим сечением дымового канала одинаков. За счет разницы температур воздуха внутри и снаружи трубы создается вентиляционный эффект, называемый тягой. Плотность горячего воздух в несколько раз меньше, чем холодного. Это вызывает разность давлений в основании трубы (патрубок) и снаружи помещения. Благодаря этому газ и продукты горения быстро поднимаются по дымовому каналу, закручиваясь по спирали, и выбрасываются через окончание трубы.
Эффект тяги напрямую зависит от сечения дымового канала, количества его изгибов и высоты. Для расчетов данных параметров следует использовать специальную таблицу, которая базируется на размер топки и сечение патрубка.
Технология сварки пластиковых труб отопления
Процесс сваривания полипропиленовых труб требует значительно меньшего профессионализма по сравнению с металлическими. Соединяются они методом диффузионной сварки. Суть её заключается в следующем: отдельные элементы системы нагреваются при помощи специального аппарата (паяльника) до температуры, позволяющей выполнить их состыковку. При этом важно учитывать, что все используемые детали должны обладать одинаковыми характеристиками. При использовании полипропилена вполне может быть выполнена сварка труб отопления своими руками.
При сварке полипропиленовых труб нельзя забывать о следующих нюансах, которые могут негативно отразиться на качестве работы:
- нагрев труб паяльником занимает примерно 5 секунд;
- плавление полипропилена начинается при температуре около 270 градусов. Выставить необходимое значение можно посредством специального регулятора, которым оснащается каждый аппарат;
- параметры процесса иногда подвергаются некоторым изменениям в зависимости от температуры воздуха в месте производства работ. Например, в холодное время года необходимо либо установить более высокую температуру плавления труб, либо увеличить время нагрева;
- время нагрева необходимо увеличивать пропорционально увеличению диаметра соединяемых труб;
- стыковка нагретых деталей производится в течение 30 с. Если трубы имеют большой диаметр, это время может быть увеличено.
Насадки, которыми оснащён паяльник, одновременно разогревают внешнюю и внутреннюю поверхности соединяемых деталей (муфты и трубы). В процессе нагрева на концах деталей образуются отбортовки. Нагретые детали снимают с насадок, после чего немедленно стыкуют их между собой, равномерно нажимая с двух сторон. После того, как элементы будут соединены, важно обеспечить их неподвижность, поскольку любое смещение может привести к нарушению соединяющего шва.
Для обеспечения надёжного сцепления соединённые детали необходимо выдерживать вместе 30 секунд (или более, если трубы имеют большой диаметр). Образовавшийся в месте соединения бортик по всему кругу должен быть равномерным.
Ещё более проста процедура монтажа отопительных систем при помощи электрофитингов. Её может выполнить даже человек, не имеющий детального представления о том, как делается сварка труб отопления. Два отрезка трубы с разных сторон вставляют в муфту, после чего на неё подают напряжение от сварочного аппарата. Материал оплавляется, в результате получается очень надёжный шов.
Монтажные работы
Принцип устройства тройниковой разводки максимально прост и монтаж системы также не вызывает проблем, в том числе и у начинающего сантехника. Работа выполняется в следующем порядке:
- приобретаются трубы и дополнительное оборудование согласно ранее разработанной схеме разводки. В стандартную сеть входят такие устройства, как водорозетки, краны, фильтры грубой очистки, счетчики, тройники и угольники;
Стандартная схема тройниковой разводки
- центральный стояк соединяется с подающей трубой. В месте соединения монтируется кран, позволяющий перекрывать водоснабжение системы;
- трубы постепенно подводятся ко всем источникам потребления, имеющимся в квартире/загородном доме;
Разводка для подключения ванны и умывальника
- к подведенным трубам производится подключение сантехнического оборудования.
В целях достижения эстетичного вида трубы можно закрыть специальными коробами или «спрятать» в стене.
Монтаж коллекторной разводки производится по следующей схеме:
- разрабатывается схема разводки, приобретаются необходимые материалы;
Схема коллекторной разводки
- к центральному стоку подключаются коллекторы. Перед каждым устройством рекомендуется дополнительно установить кран для полного перекрытия системы, фильтр грубой очистки, счетчик воды и обратный клапан, что позволит продлить срок службы системы и ее отдельных элементов;
Последовательность расположения оборудования перед монтажом коллектора
- подключение и подводка труб к каждому сантехническому прибору.
Обзор коллекторной разводки и последовательность монтажа оборудования представлены на видео.
Все места стыков труб, фитингов и присоединения оборудования должны быть герметизированы. Перед вводом системы в эксплуатацию рекомендуется провести проверку герметичности и прочности соединений путем подачи максимального напора.
Способы соединительного монтажа
- Применение автогенного сварочного метода, соединяющего трубы с гладкими концами.
- Использование соединительного завинчивания, уплотняемого специальной прокладной, которая обеспечивает соединению непроницаемость.
- Фланцевый крепеж, при котором соединение происходит болтовыми креплениями к концам трубы.
Для подсоединения труб к радиаторам рекомендуется пользование газовым генератором. Предпочтение стоит отдать бесшовным трубам, качественным сгонам и радиаторам. Схема подключения состоит из таких этапов:
- Отрезка старых труб, их выбивание из потолочных стыков, с последующей протяжкой для отопления новых стальных труб;
- Прогревание трубы, ее сгибание и безсварочная подводка к радиатору;
- Установка сгона с подходящей резьбой, с последующим прикручиванием радиатора;
- Нанесение на резьбу силиконового герметика или льняных волокон, предотвращающих утечку воды.
Перед монтажом необходимо проверить целостность всех элементов, ведь правильная и качественная установка является залогом длительного функционирования отопительной системы.
Как и чем утеплить
Негорючий теплоизоляционный материал в циллиндрах для утепления дымохода
Утепление дымохода проводится как на этапе его установки, если в качестве материала была выбрана одностенная стальная труба, так и после сооружения конструкции. Для утепления стальных дымоходов используются негорючие типы утеплителя: керамзит, минеральная и базальтовая вата.
Толщина утеплителя зависит от температуры воздуха в зимний период и выбирается индивидуально под конкретный тип дымохода. К примеру, теплоизоляционный цилиндр от фирмы Rockwool толщиной 300 мм с сечением 133 мм обойдется в 275 рублей за погонный метр.
Альтернативой цилиндрам являются прошивные маты — это аналогичный по составу утеплитель в рулоне, который при монтаже придется подгонять под внешний диаметр дымохода. В зависимости от производителя маты имеют различные размеры. Например, прошивной мат фирмы ТехноНИКОЛЬ размерами 2400х1200х40 обойдется в 970–1000 рублей за упаковку.
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго — это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них. Во время работы важно следить за величиной и состоянием сварной ванны. Для этого движения ускоряют или замедляют.
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Соединение металлических труб отопления без сварки
Наиболее быстрым способом соединение без применения сварки является компрессионный фитинг. Тем не менее, рассмотрим и другие методики: резьбовое соединение и установка ремонтно-монтажной обоймы. Последняя применяется как для стыковки, так и устранения протечек, возникших вследствие растрескивания металла.
Резьба
Создать резьбовое соединение получится только при условии свободного доступа к трубе, т.е. на этапе первично установки. В остальных случаях провести нарезку резьбы будет достаточно проблематично или невозможно. Сама процедура проводится по следующей схеме:
Что нужно знать о сварке труб отопления?
Сварка является один из наиболее популярных способов соединения отдельных участков систем отопления. Современные технологии позволяют выполнять швы, практически не уступающие по прочности цельным участкам трубопроводов. Этот момент очень важен, поскольку рабочее давление и температура в отопительных системах могут быть достаточно высокими. Многообразие способов сварки позволяет самое подходящее решение для каждой конкретной ситуации. При этом следует помнить, что любое, даже самое незначительное, отклонение от технологических требований может привести к разгерметизации шва.
Критерии выбора
Прежде чем сделать систему отопления из металлических труб, необходимо купить расходные материалы
При выборе нужно обратить внимание на такие факторы:
- самотечная или принудительная система;
- материал, из которого изготавливаются детали;
- форма, размеры;
- способы монтажа;
- максимальную нагрузку, которую выдерживают детали, соединения;
- допустимые показатели давления, температуры.
Отопительные установки, изготовленные из разных материалов, обладают определенными характеристиками, которые влияют на эксплуатационные качества трубопровода.
Выбор труб для отопления
Цены
На цену деталей для создания системы отопления влияет диаметр, используемый материал, производитель. Если говорить об изделиях из цветных металлов, цена на них устанавливается зависимо от метража. Например, 1 метр трубы из меди стоит около 250 рублей. На черные металлы цена устанавливается зависимо от массы. Одна тонна изделий из чугуна стоит от 5 тысяч рублей.
Плюсы и минусы
Перед покупкой деталей, нужно узнать их сильные и слабые стороны. Преимущества:
- высокий показатель теплопроводности;
- максимальный уровень герметичности;
- прочность, износоустойчивость, долговечность;
- низкая цена.
Недостатки металлических труб для отопления:
- Металл подвержен образованию ржавчины. Требует защитного покрытия.
- Обладает большой массой, что усложняет монтаж.
- Повышенная твердость не позволяет сгибать детали.
- Для проведения монтажа нужно подготовить сварочный аппарат или газовую горелку.
Качество сварного шва по ГОСТ
При проведении соединения труб методом сварки любого типа стоит контролировать качество шва
При проведении соединения труб методом сварки любого типа стоит контролировать качество шва. Такой процесс позволяет своевременно выявить дефекты сварных соединений и предотвратить разгерметизацию трубопровода. Контроль, согласно ГОСТ, проводят несколькими способами:
- Визуальный осмотр сварного шва на всех стадиях его формирования. Так, при визуальном осмотре следует выявлять наличие свищей, трещин и прожогов в металле. В случае обнаружения таких дефектов трубопровод переваривают заново, предварительно срезав некондиционный участок.
Механические испытания сварки труб над сформированным швом и соединением труб.
В этом случае сварной шов проверяют на растяжение, загиб, ударную вязкость или растяжение в зависимости от назначения магистрали. Чтобы проводить механические испытания полученного шва оператор во время сварки должен параллельно выполнять сварку пробных стыков. Именно они потом служат образцами для проведения механического контроля.
Физический способ контроля сварки труб, подразумевающий использование рентгена, гамма-лучей, ультразвуковых волн и пр. Такие способы испытаний также выполняют только на трубопроводах особого назначения. В этом случае полученные швы подвергают просвечиванию рентген-лучами с целью выявления внутренних трещин, пор, шлака.
При этом следует знать, что существую не только промышленные рентген-установки, но и мобильные, для выполнения физического контроля в монтажных условиях. Подобным образом и в этих же целях используют и гамма-лучи. При проникновении через сварной шов луч откладывает свой отпечаток на плёнку с внутренней стороны соединения.
И если обнаружены недочеты и дефекты в сварном соединении, то плёнка в этих местах будет более тёмной. Физическая проверка проводится в соответствии с ГОСТ 7512—55. При этом отбраковке подлежат участки трубопровода с такими дефектами в соединении:
- Трещины любой формы и размера;Наличие шлака в сварном шве и пор, количество которых превышает 10% толщины стенки трубы;Наличие непровара в соединении, если его объем составляет от 15% и более толщины стенки металла.
- Пневматические и гидравлические испытания.
https://youtube.com/watch?v=zpU_14iZYc8rel%3D0%26controls%3D0%26showinfo%3D0
- 101santehnik.ru
- experttrub.ru
- trubaspec.com
- vodakanazer.ru
Особенности и рекомендации перед началом работ
При подготовке к сварке трубопровода изучают следующие моменты:
- Выбор полярности — зависит от материала изготовления и толщины стенок свариваемых элементов, типа электродов. Нужную информацию можно найти в руководстве по применению стержней.
- Толщина расходного материала — влияет на силу тока, задаваемую при настройке сварочного аппарата. Рассчитывают эту величину, умножая сечение стержня на 30-40.
Рекомендуем к прочтению Как выполняется сварка выпускных коллекторов
Строгих требований к скорости сварки не предъявляется. Однако дугу не стоит долго держать в замковой точке. Края прогорят, из-за чего придется заново срезать и зачищать их.
Перед началом работы собирают стыки трубопровода.
Разновидности металлических труб
Подобрать трубы для отопления очень не просто, они разводятся по всему периметру дома, а посему должны быть устойчивы к коррозии, крепкие, надежные и долго прослужить.
Существуют определенные типы труб, рассмотрим некоторые из них, их преимущества и недочеты:
Трубы из нержавеющей стали
Металлические трубы для отопления из нержавеющей стали.
Их можно назвать идеальным вариантом по ряду причин:
- очень долгий срок эксплуатации (100 лет);
- высокая устойчивость к коррозии;
- высокопрочные свойства;
- отличный внешний вид.
К сожалению, при всех этих высококлассных свойствах, есть существенный недостаток – высокая цена не только труб, но и их монтаж тоже дорого вам обойдется. Очень часто именно это становится причиной в пользу других типов труб.
Стальные трубы
Изготовлены из высококачественной стали, которая обладает высокой прочностью, отлично сваривается и имеет сравнительно долгий срок службы. Трубы из стали имеют высокую теплопроводность, однако это преимущество относится только к отопительной системе.
Основной недостаток заключается в том, что стальные трубы ничем не покрыты и при соприкосновении с водой это приводит к коррозии металла. Коррозия есть причиной ржавой воды, внутренний диаметр трубы потихоньку зарастает, а это влечет за собой снижение пропуска воды.
Именно поэтому стальные трубы имеют невысокую цену, но все же нуждаются в сравнительно частой замене.
Оцинкованные стальные трубы
Чтобы избежать коррозии стальных труб, на них наносят слой цинкового покрытия, но это не полностью защищает, а только замедляет процесс образования коррозии.
Медные трубы
Преимущества этих труб имеют схожесть с достоинствами самой меди:
- обладает бактерицидными свойствами;
- имеет высокую пластичность;
- почти не подвергается коррозии;
- долгий срок эксплуатации;
- выдерживают резкие перепады температуры;
- при замерзании в них воды – не трескаются, так что Вам не придется думать о .
Изготавливаются металлические трубы по различным технологиям, например, они могут быть цельнотянутыми (бесшовными) или сварными.
Цельнотянутые трубы отопления металлические являются, пожалуй, самым надежным и высококачественным материалом среди всех существующих. Они представляют собой единое изделие (почему их и называют бесшовными) и не собираются из комплектующих деталей.
Это и делает их прочными. Они могут покрываться цинком, который защищает трубы, и необходимости принимать меры по поводу образования ржавчины не будет.
Таким трубам не требуется покраски или грунтовки, только в местах соединения (на них есть резьба, а при такой манипуляции оцинковка повреждается). Цельнотянутые трубы, как впрочем, и сварные (оцинкованные или не оцинкованные) между собой соединяются специальными приспособлениями – муфтами, а еще их называют фитингами.
Сварные трубы широко применяются во многих отраслях промышленности. Новые усовершенствованные сварочные методики гарантируют высокую прочность шва, которая будет не ниже прочности самой трубы. Все эти технологии позволяют применять сварные трубы в тех отраслях, где можно было использовать только цельнотянутые трубы.
Металлическая труба для отопления сварная по сравнению с цельнотянутой производится с меньшими отклонениями по толщине и с более тонкой стенкой. Эта технологическая особенность является преимуществом.
По своей толщине трубы бывают таких видов:
- усиленной толщины;
- обыкновенные;
- легкие.
Большая толщина металла имеет и плюс (высокие антикоррозийные показатели), и минус – они очень трудно гнутся при монтажных и ремонтных работах.
Монтировать трубы для отопления довольно трудная и кропотливая задача при постройке или ремонте дома. Совсем незначительные ошибки, могут привести к небольшому сроку службы или вывести всю систему из строя.
Выбор электродов
Соединение сегментов стальных трубопроводов должно вестись при помощи качественных расходных элементов, иначе вряд ли удастся достичь хорошего результата.
Например, если речь идет о выборе электродов, то лучшими считаются следующие модели:
- АНО-21, АНО-24 и МР-3. Функционируют на переменных токах. Допускается работа даже при мокрой обмазке. Стоимость изделий невысока, что объясняет их востребованность в быту, они идеально подходят для того, чтобы соединить конструктивные элементы ворот, теплиц и других конструкций небольшой массы, не испытывающих высоких нагрузок. Работа с трубопроводами, транспортировка среды в которых ведется под значительным давлением, не допускается.
- УОНИ. Качество сердечников заслуживает лестных отзывов даже со стороны профессиональных сварщиков, но они имеют минус – работа не может вестись с высокой скоростью. Необходимо постоянно следить за стабильностью дуги, шов наплавляется постепенно, так что у работника должен иметься определенный опыт взаимодействия с классическими электродами АНО и МР.
- Отлично для металлических труб подходят электроды LB-52U. Это японская разработка. Именно ей отдают предпочтение при реализации крупных проектов. Они формируют ровную и стабильную дугу, получаемый шов сочетает в себе прочность и эстетичность. Минус – довольно высокая стоимость, но подходят они и специалистам, и новичкам.
Посмотрите видео по теме, какие электроды использовать для сварки труб:
Основные методы
Соединение может выполняться одним из следующих способов:
- Встык, когда соединяемые трубы размещаются друг напротив друга. Наиболее распространенный вариант, отличающийся относительной простотой реализации. Впрочем, и он характеризуется определенными сложностями. Первый момент – работу лучше вести снизу. Второй момент – необходимо тщательно проваривать металл, чтобы глубина провара соответствовала толщине стенки.
- Внахлест. Данный метод ориентирован на соединение элементов, изначально различающихся по диаметру, либо сегментов, один из которых развальцован, то есть его диаметр увеличен намеренно, методом механического воздействия.
- Тавровое соединение выполняется под 90-градусным углом.
- Угловое соединение предполагает, что угол между соединяемыми отрезками менее 90 градусов.
Полезные рекомендации
Перед тем, как варить трубы электросваркой, стоит запомнить ряд советов, следование которым упростит процесс, а также улучшить качество конечного результата:
- Если соединение осуществляется стыковым или тавровым методом, то лучше всего показывают себя электроды, диаметр которых варьируется от 2 до 3 миллиметров.
- Рекомендуемая сила тока – от 80 до 100 ампер, исключение составляет только сварка внахлест, когда ее рекомендуется увеличить до 120 ампер.
- При заполнении сварочного шва нужно ориентироваться на то, чтобы подъем металла над плоскостью элемента достигал 2-3 миллиметров.
- Если труба имеет в сечении не привычные овалы или круги, а профили, то есть прямоугольники и квадраты, то используется точечный способ ее соединения.
Суть его состоит в том, что изначально нужно сварить небольшой участок с одной из сторон. Далее – аналогичный участок на противоположной стороне, после – на оставшихся двух плоскостях. Только после этого труба сваривается окончательно.
Данный подход дает возможность исключить вероятность коробления изделия при повышении температуры, его геометрия остается стабильной.
Подготовительные операции
Окончательное качество стыковки зависит не только от профессионализма сварщика и использования “правильных” электродов, но и от того, насколько грамотно выполнена предварительная подготовка.
Заключается она в следующих операциях:
- Проверка соответствия геометрии соединяемых элементов выбранной технологии. Необходимо помнить, что толщина стенок должна быть идентичной, иначе не удастся полноценно проварить толстостенную трубу, а в случае работы с тонкостенным изделием, наоборот, увеличивается риск сквозного прожога.
- Не допускается наличие дефектов на свариваемых изделиях, будь то трещины, заломы или деформации. В процессе температурного расширения они могут превратиться в участки полного разрушения конструкции.
- Не допускаются геометрические отклонения среза. Его угол должен составлять 90 градусов, иначе сварочный шов окажется недостаточно прочным, возникнут проблемы с его формированием, что будет представлять угрозу разрушения всей конструкции.
- Кромки соединяемых труб необходимо зачистить до появления блестящей металлической поверхности, для чего применяется грубая наждачная бумага или специальная щетка. Минимальная протяженность зачищаемого участка – сантиметр от кромки.
- Удаляются жировые и другие загрязнения, следы краски и проявления коррозии. Наиболее эффективное средство удаления – химический растворитель.
В этом видео показывается, как подготовить кромки трубы под просвет с помощью болгарки:
Особенности процесса
Технология сварки труб предполагает следование следующим правилам:
- Шов должен быть беспрерывным, то есть заканчиваться в точке своего начала. Отрывы электрода от поверхности не допускается. Выполнить правило невозможно, если диаметр трубы слишком велик. В такой ситуации используется многослойная сварка. Число слоев нужно соотносить с толщиной стенок.
2 слоя соответствуют толщине менее 6 миллиметров, 3 – от 6 до 12, 4 – более 12. Перед нанесением последующих слоев нужно убедиться, что первый полностью остыл.
- Перед тем, как сварить две трубы, их нужно зафиксировать. Прихватка упростит работу, исключит поперечные и продольные перемещения, позволит сформировать ровный и прочный шов без лишних усилий.
- При толщине стенки трубы более 4 миллиметров допускается формирование коренного шва, основная особенность которого – заполнение области между соседними кромками на полную глубину. Альтернатива коренному шву – валковый аналог, который идентифицируется по 3-миллиметровому валику сверху шва.
- Проверка качества шва. Он простукивается молотком, что позволяет удалить включения шлака. После этого проводится визуальный осмотр, не допускаются трещины, участки с недостаточным проваром, сколы, выемки, прожоги.
Если по трубам будет транспортироваться жидкость или другая среда, находящаяся под давлением, то проводится тестовый запуск, позволяющий определить герметичность.
Виды
Сэндвич-труба с базальтовым утеплителем
Дымоход, собранный на основе из стальных труб, имеет конструкцию трех типов:
- Одностенный — дымовая труба из металла толщиной до 2 мм. Устанавливается в уже существующую дымоотводную систему с целью устранения каких-либо недостатков. Например, для ремонта повреждений в кирпичных или керамических дымоходах.
- Сэндвич-дымоход — представляет собой двустенную конструкцию, изготовленную из труб различного диаметра. Между трубами располагается огнестойкий теплоизоляционный материал с низким коэффициентом теплопроводности.
- Коаксиальный — двустенный дымоход с возможностью забора воздуха снаружи помещения. По конструкции похож на сэндвич-трубу с той лишь разницей, что через центральную трубу газы выходят наружу, а через внешнюю проводится забор холодного воздуха.
Все представленные виды стальных дымоходов можно изготовить самостоятельно. Коаксиальный дымоход, по сравнению с одностенным или сэндвич-дымоходом, имеет более сложное устройство, но при наличии правильно составленной схемы соорудить его не составит особых проблем.
Для изготовления своими руками лучше использовать дымоход на основе сэндвич-труб. Такая конструкция обеспечивает постоянный уровень тяги, безопасна, легко ремонтируется, не требует постоянной чистки внутреннего канала.
Что необходимо?
Во всех остальных случаях желательно участие специалиста. Нельзя забывать, что нарушение герметичности сварного шва в системе отопления может привести к очень неприятным последствиям (порче имущества, в том числе – чужого, ожогам и т.д.).
Инструменты
Набор инструментов и оборудования, необходимых для производства сварочных работ, определяется в зависимости от типа труб, используемых для обустройства отопительной системы, а также выбранного способа сварки.
В первую очередь, это – ручной сварочный аппарат.
Детальная схема подключения алюминиевых радиаторов тут.
Устройство для соединения полипропиленовых труб также иногда называют паяльником. Для бытовых нужд вполне подойдёт аппарат, мощность которого составляет 650 Вт. Его можно использовать для соединения пластиковых труб диаметром до 60 мм. Насадки идут в комплекте с аппаратом.
Ручной сварочный аппарат
Сварка труб из металла выполняется при помощи электрического или газового аппарата. Для резки используется «болгарка» или резак. Помимо этого, потребуется обычная экипировка сварщика: маска, брезентовый костюм, рукавицы, асбест, молоток, электроды, проволока и т.д.
Электрический и газовый сварочные аппараты
Виды разводки. Их преимущества и недостатки
Для систем водоснабжения и отопления в жилом помещении могут быть использованы следующие схемы:
- тройниковая;
- коллекторная.
Тройниковая разводка
Тройниковая схема разводки – это последовательное соединение труб и их подвод к точкам водозабора (раковина, душ, унитаз и так далее).
Последовательное подключение точек забора воды
Преимуществами такой системы подключения водопроводных труб являются:
- невысокая стоимость, так как при использовании последовательного подключения требуется минимальное количество труб и соединительных фитингов;
- простота монтажа системы;
- компактность — трубы занимают минимальное количество пространства жилого помещения.
Среди недостатков можно выделить:
- недостаточность напора при одновременном включении нескольких кранов, входящих в систему водоснабжения или отопления;
- затруднение поиска протечки в случае сильного перепада давления жидкости в системе;
- необходимость полного отключения водоснабжения системы для выполнения ремонтных и/или профилактических работ.
Тройниковая разводка преимущественно используется при обустройстве коммуникаций в малогабаритных квартирах или загородных домах с малым количеством точек водозабора.
Коллекторная разводка
Коллекторная разводка представляет собой параллельное подсоединение труб системы водоснабжения/отопления к центральному стояку при помощи специализированного устройства – коллектора, который устанавливается на вводе системы в здание.
Параллельное подключение точек водозабора
У данной системы подключения сантехники также имеются свои преимущества и недостатки. К положительным моментам можно отнести:
- стабильность напора подачи воды во все подключенные устройства, независимо от использования остальных сантехнических устройств;
- возможность в кратчайшие сроки обнаружить неисправности в работе того или иного оборудования, а также мест образования протечки;
- возможность выполнения ремонтных работ без необходимости отключения от водоснабжения иных точек потребления;
- однородность температуры подаваемой жидкости.
К отрицательным моментам относятся длительность монтажа, так как к каждому сантехническому прибору требуется подвести отдельную трубу, и увеличение стоимости материалов (труб, тройников, фитингов, держателей и так далее).
Коллекторная разводка в отличие от тройниковой позволяет максимально оптимизировать работу каждого сантехнического оборудования в отдельности. Например, для стиральной машины можно установить дополнительный фильтр, что значительно продлит срок ее эксплуатации.
Несколько советов по выполнению качественной сварки
Качество сварки зависит от правильной подготовке к сварным работам, выбору электродов и технологии процесса, который несколько отличается при соединении стыков.
Выбираем подходящие электроды
От того, какой электрод применяется для сварки, во многом зависит качество сварного шва. Он представляет собой тонкий металлический стержень с особым покрытием. Внутренняя часть электрода служит проводником для создания электрической дуги, а покрытие обеспечивает ее стабильность, а также участвует в создании сварного шва.
По типу сердцевины электроды делятся на плавящиеся и неплавящиеся. В первом случае в основе изделия находится стальная проволока, во втором – вольфрамовый, угольный или графитовый стержень.
По типу защитного покрытия электроды делятся на:
- целлюлозные – маркировка «С» — используются для трудоемких и сложных сварочных работ с трубами большого диаметра, на протяженных технологических магистралях;
- рутилово-кислые – «RA» — наиболее используемый тип электрода для сварки инженерных сетей водоснабжения и отопления;
- рутиловые – «RR» — также могут использоваться для сварки труб водоснабжения и отопления, отличаются большей толщиной и лучшим качеством сварного шва;
- рутилово-целлюлозные – «RC» — дают более прочный шов при использовании вертикального способа соединения;
- универсальные – «В» — подходят для сварки труб различных диаметров и толщины, в широком температурном диапазоне.
Рекомендуем ознакомиться: Как правильно установить потолочно-проходной узел для дымохода в бане
Еще одна классификация электродов для сварки – диаметр стержня. От него зависит сила электрической дуги, способная справиться с трубопрокатом определенной толщины:
- 3 мм – электроды подходят для сварки труб толщиной до 5 мм;
- 4 мм – электроды позволяют сваривать толщиной до 10 мм, а также делать многослойные швы металла.
Внимание! Кроме толщины и материала изготовления электрода для качественной сварки нужно учитывать еще и силу тока, которая зависит от способа соединения труб. Например, для простого соединения встык подойдет дуга от 80 до 110 ампер, а для сварки внахлест потребуется переключить аппарат на 120 ампер.