Soldering polypropylene pipes in hard-to-reach places - Tips + Video
Plastic pipes are being used more and more often than metal ones, since they have undeniable advantages, which include a longer service life - up to 50 years for polypropylene pipes, as well as high sound insulation characteristics, resistance to temperature changes, low electrical and thermal conductivity.
PVC pipes are also popular because they are very durable, reliable and easy to install.
Initially, such products were not soldered. Polypropylene pipelines were connected by gluing with special adhesives.
In some countries of the world, polypropylene pipes with small diameters, which are used indoors, are still connected by gluing today.
However, a more reliable and simpler method of fastening is soldering. From this article you will learn how to solder polypropylene pipes with your own hands.
And so that you better understand the technology of work, we recommend reading articles and watching videos on how to solder polypropylene pipes.
Types of pipes for heating systems
Traditional metal and polymer pipes are suitable for the installation of heating systems, with some reservations regarding the conditions of their operation.
Types of pipes for heating systems:
- Steel. Steel pipes without a special protective coating in heating systems are used everywhere in apartment buildings. Steel can withstand heat loads and high pressure in the pipeline well. The disadvantage is their susceptibility to corrosion. In conditions of aggressive additives used in industrial heating systems, their service life is significantly reduced. For individual developers, steel materials present difficulties in terms of self-installation.
- Galvanized steel communications. Galvanized materials are more durable than untreated steel. But their cost is also higher.
- Copper. These materials can be called aristocrats in the construction of heating systems. Copper pipes and fittings are durable but expensive. Their installation requires special skills.
- Stainless steel. Stainless steel pipes are expensive materials. They are durable, reliable in operation, and require special skills for pipeline installation.
- Metal-plastic. These are lightweight materials that are easy to install. They are rarely used in heating systems, since under such operating conditions they have a short service life.
- Polymer materials. For heating, polypropylene pipes are used. These are inexpensive communications that can be installed by a non-professional if desired. Pipes are not subject to corrosion. With high-quality assembly, communications made of polypropylene last for decades. Their disadvantage is the limitation of the permissible coolant temperature and pressure in the system. However, polypropylene pipes are ideal for domestic, autonomous heating systems.
We recommend that you read: Sealants for durable connections of sewer pipes
Note! The general disadvantages of metal communications include their high thermal conductivity. This property of the metal significantly increases heat loss during coolant transportation.
Heating pipes made of polypropylene do not have many of the disadvantages of metal. The process of joining them is called soldering or welding.
To install the plastic, you will need a special tool and detailed instructions on how to solder heating pipes. The work is not difficult. After some training, even a non-professional can make a quality connection.
Required Tools
For soldering work you will need:
- roulette;
- scissors designed for cutting PVC pipes;
- soldering iron designed for polymer pipes;
- building level.
Most of these tools are well known to those who have ever participated in construction work.
Therefore, if you decide: we solder polypropylene pipes yourself, you probably already know the necessary tools well, or you can borrow them from your friends or colleagues.
If you don't have the tools yet, they can all be easily purchased at a hardware store. It can be difficult to find just the right scissors and soldering iron. As a rule, they are purchased as a set.
How to solder polypropylene pipes with and without a soldering iron?
Of course, this tool must be available if you are going to connect PVC pipes. Specialized scissors are also called roller pipe cutters.
The tool is available for sale in one of two modifications according to its intended purpose:
- for pipes with an outer diameter of 1.6-4 cm;
- for pipes with an outer diameter of 1.6-11 cm.
Soldering iron selection
A soldering iron suitable for cutting pipes is also called a manual welding machine. The tool is a heating device that has a sole equipped with heating elements.
As a rule, it is equipped with holes of different diameters in which soldering nozzles are fixed. The soldering iron is equipped with a temperature regulator.
It also has a heating indicator, a comfortable handle and a special stand. The latter allows you to install the device on a flat surface. The tool is turned on and off by pressing additional switches.
It is the soldering iron that helps answer the question of how to solder polypropylene pipes for heating or plumbing, and how to connect them.
And if you plan to install the pipeline yourself, you should get this device. Depending on the purpose, the tool intended for working with polypropylene pipes comes in two modifications:
- for PVC pipes with a diameter of 1.6-5 cm with a maximum power of 650 W;
- for PVC pipes with a diameter of 6.3-11 cm with a maximum power of 1600 W.
Any soldering iron is equipped with paired nozzles of different diameters and a stand.
If you don’t yet know how to solder polypropylene pipes in hard-to-reach places, take a closer look at the soldering iron attachments.
As a rule, they allow you to perform complex work.
- Soldering iron tips are coated with a non-stick coating, similar to the coating used in cookware.
- Therefore, the instrument requires special care and cleaning.
Soldering technology
When heated, polypropylene becomes soft, resembling plasticine in consistency. Particles of liquid material mutually penetrate into the adjacent part. After cooling, it hardens and becomes resistant to tearing. The cooled seam is not inferior to the base material in technical parameters. To ensure a quality connection, it is recommended to meet the following conditions:
- polypropylene is heated with the device to a state of viscous fluidity, following the instructions in the instructions for the equipment;
- solder products from the same material, you should not connect polypropylene parts with different markings, the strength of the connection will be impaired;
- the ends and fittings are joined tightly, avoiding gaps and distortions; a tight fit is ensured by sanding the cut edge of the pipes with sandpaper;
- polypropylene hardens quickly, leveling is possible within a few seconds, after hardening it will be impossible to correct the defect.
Iron for welding pipes Source nehomesdeaf.org
Thanks to the thermoplastic characteristics of polypropylene, reliable joining of elements is ensured. A strong seam is obtained only if welding technology is followed and quality materials are selected. Let's look at how to solder polypropylene pipes below. On devices that support the installation of several nozzles, the sleeve can be installed in a convenient position. The location of the heating cartridge does not affect the quality of heating.
Recommendations - how to solder polypropylene pipes
Before starting soldering work, you should carefully study the technology, the necessary instructions, and learn how to use a soldering iron in order to reduce the risks of irreparable errors.
When soldering pipes, you must remember that this is part of the soldering of the pipeline, so work should begin with its most difficult step - marking.
It is the markings that will tell you how to solder polypropylene pipes smoothly. It is good when the marking is carried out by a specialist who is familiar with the drawings of the pipeline system and represents the implementation of the drawings.
Pipe cutting
Before cutting the pipes, measure the interval between the fittings and add 3 cm to the resulting distance. After this, carefully cut the pipe at a right angle with special scissors.
Fittings are put on the pipe, marking the depth on it with a marker, thereby applying a transverse mark to the product. And the longitudinal one will make it possible to join pipeline elements along the axes.
Soldering of polypropylene pipes
First, turn on the soldering iron and insert a nozzle of the required diameter into its hole. Using a thermostat, you need to set the optimal soldering temperature.
At what temperature should polypropylene pipes be soldered?
Recommended value:
- 260°С – for polypropylene pipes;
- 220°C – for polyethylene.
The soldering iron is heated up for 10-20 minutes. You can know when it is ready for use by the heating indicator.
Next, the pipeline element that needs to be heated is put on the soldering iron nozzle at a moderate pace. It is heated for the time required by the technology and quickly removed from the nozzle, holding the soldering iron, if necessary.
- How long does it take to solder polypropylene pipes? As a rule, a polypropylene pipe cools down in 8-10 seconds, which means you need to work quite quickly. Using the nozzle, you can heat two elements at a time - parallel along the outer and inner surfaces.
The heated element is placed on the pipe, aligning the transverse and longitudinal marks. After this, the quality of the connections is verified. It is important that the solder seam is smooth in appearance.
For a high-quality connection, it is better to solder the pipes within the time specified in the technological tables.
Protective gloves should be used during work. Working with polypropylene pipes must be done carefully and patiently.
Soldering pipes is a simple process, but very responsible. If you want to better understand how to solder reinforced polypropylene pipes, the video on this page will help you understand the soldering technology.
How to solder polypropylene pipes - detailed technology with error analysis
Socket welding of plastic parts to each other is carried out as follows.
1. Use scissors or a pipe cutter to cut the pipe at a right angle.
2. If necessary, clean the end of the pipe and the socket of the fitting from dust and dirt, degrease with alcohol or soapy water and then dry.
When welding PN 10 and PN 20 pipes, nothing else needs to be done at this stage.
When welding reinforced pipes PN 25 with a special tool using a shaver, the two top layers of polypropylene and aluminum are removed from the pipe. The size of the fitting socket is made in such a way that only a pipe with the top layers removed can fit into it. The depth of stripping is carried out according to the stop of the tool, which determines the depth of welding.
Fig.5. Shaver
Fig.6. Processing the pipe with a shaver.
3. Apply a mark to the pipe at a distance equal to the depth of the socket plus 2 mm. If you use rough parts, fittings and tools from the same manufacturer, then, most often, you don’t need to do any calculations. The shaver (Fig. 2) removes the top layers of the pipe exactly to the welding depth, and the dimensions of the heating nozzles are such that it is impossible to insert a pipe into them to a depth greater than required.
4. Place the parts to be joined on the appropriate nozzles: insert the pipe into the sleeve to the mark indicating the welding depth, and put the fitting socket on the mandrel.
5. Maintain the heating time (see Table 1), then remove the parts from the device and connect them to each other without turning the parts along the axis. Welding fittings must be connected to the pipe with a quick, confident movement, maintaining the alignment of the pipe and coupling. The connection between the pipe and the fitting must occur to the depth determined by the boundary inside the fitting socket.
6. After welding, it is necessary to maintain a cooling time, especially for thin-walled pipes. Rotation and bending (deformation) during cooling are not permitted. A connection with poor alignment or angle of relative position of the fittings is subject to only one method of correction - the incorrectly connected fitting is cut out. You must be especially careful when welding elements for which position is important - angles, tees, ball valves. The latter must be welded so that the handle can move freely to all positions.
If you are soldering (welding) polypropylene pipes for the first time, you can cut the first connection to check, it should look like this:
Table 1.
Technical parameters of welding (soldering) of polypropylene pipes. The welding machine must be constantly switched on during the entire welding process. Heating begins simultaneously for two parts.
If underheating occurs, there is a possibility that the parts will not reach the temperature of viscous plasticity. In this case, the connection will be unreliable and diffusion of the material may not occur.
When overheated, there is a possibility of loss of shape stability, the adhesion (stickiness) of the material will be excessive. It will be impossible to insert the pipe into the fitting, and as the force increases, the edges of the pipe will bend inward or become wrinkled. The connection will be narrowed.
Sticking of material on the fittings indicates either poor quality of the Teflon coating of the welding machine nozzles, or overheating of the plastic during welding.
For a detailed process of welding (soldering) polypropylene pipes, watch the video:
For a detailed process of welding (soldering) of reinforced polypropylene pipes, watch the video:
The appearance of welded joints must satisfy the following requirements:
- Misalignment of pipes by more than the thickness of their wall is not allowed;
- The outer surface of the connecting part welded to the pipe should not have cracks, folds or other defects caused by overheating;
- At the edge of the socket of the connecting part welded to the pipe, a continuous bead of melted material should be visible around the entire circumference, protruding beyond the end surface of the connecting part.
Instructions for welding welded seats
Welded saddles are used for installation of subsequent branches from the pipeline during the repair of existing systems.
First you need to drill the wall of the plastic pipe with a Fusiotherm drill.
>When using combined Stabi pipes, the remaining aluminum on the drill hole must be removed using the Fusiotherm chamfering tool.
Fig.1. Drilling a hole in the pipe wall.
The welding device/saddle welding tool must reach the required operating temperature of 260°C.
The surfaces to be welded must be clean and dry.
Fig.2. Installation of a welding machine;
The heating connection of the saddle welding tool is inserted into the hole in the wall of the plastic pipe until the tool reaches the entire outer wall of the pipe. The welded seat fitting is then inserted into the heating sleeve until the surface of the seat reaches the crown of the tool. The heating time of the elements is 30 seconds.
Fig.3. Heating of the pipe and seat.
After removing the welding tool, the welded seat fitting is quickly inserted into the heated hole. Then the seat should be pressed accurately and tightly, without rotating, onto the heated outer surface of the plastic pipe.
Fig.4. Installation of a welded seat;
The welded seat is fixed motionless on the pipe for 15 seconds. After 10 minutes of cooling, the connection can be subjected to full load. The corresponding branch pipe is welded into the coupling in the usual way.
Fig.5. Finished welded seat.
Examples of finished polypropylene pipelines welded by socket welding
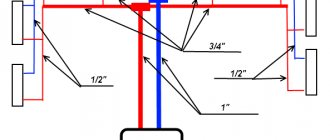
The simplest example of polypropylene pipes in a bathroom:
The simplest example of polypropylene pipes from a toilet to a bathroom) Please note that the polypropylene pipeline is removable).
Piping made of polypropylene (a more complex option), all pipes are wrapped in thermal insulation to prevent the formation of condensation for cold water and reduce heat loss for hot water).
In conclusion, I would also like to indicate the coefficients of thermal expansion for metal-plastic pipes and polypropylene pipes: - for metal-plastic pipes (PEX-AL-PEX) = 2.6 * 10-5
- for metal-plastic pipes with a reinforcing layer of ethylene vinyl alcohol (PEX-EVOH-PEX) = 2.1 * 10-5
— For polypropylene pipes, without reinforcement (PP) = 15 * 10-5
— For polypropylene pipes with an aluminum reinforcing layer = (PP ALL-PP) = 3 * 10-5
Well, a little clarity in these numbers:
When the ambient air temperature, or the temperature of the liquid inside the pipe, changes by 10 degrees Celsius, each meter of the pipe will lengthen or shorten accordingly:
— PEX-AL-PEX = by 0.26 mm
— PEX-EVON-PEX = 0.21 mm
— PP-ALL-PP = n 0.3 mm
— PP = by 1.5 mm
Soldering polypropylene pipes in hard-to-reach places: tips and tricks
Polypropylene pipelines (PPR), due to their affordability, physical parameters and ease of installation, are widely in demand in households when organizing cold and hot water supply. During self-installation, the greatest difficulty is caused by soldering polypropylene pipes in hard-to-reach places, which is quite difficult for a beginner to cope with without making mistakes.
Therefore, it is useful to study techniques - how to properly solder a pipeline near walls, the specifics of soldering in corners, it is advisable to be able to repair polypropylene sections of a pipeline in compliance with technology.
At the same time, it is very important to make the right choice of tool and know the most common mistakes made by beginners.
Fig. 1 Industrial apparatus for PPR butt soldering - principle of operation
Material advantages
Polypropylene is an affordable material that does not require any operating conditions and can be used in any premises without increased fire hazard.
Advantages of polypropylene:
- efficiency;
- endurance;
- environmental friendliness;
- service life – up to 50 years;
- versatility and possibility of use in sewer systems, cold and hot water supply, as well as heating;
- ease of installation - you can connect polypropylene household pipes yourself;
- The flexibility of the material allows it to be used in rotary structures, as well as to easily solder parts together.
Methods for welding polypropylene pipes
To connect polypropylene pipes, several welding methods are used depending on their diameter, wall thickness and area of application:
- Stykova. The technique is used for joining large-diameter pipeline elements used in industrial and public utilities. The process occurs by simultaneous heating of pipe ends pre-cut at an angle of 90 degrees with a flat disk, after which their edges are forcefully pressed against each other on a special machine.
- Coupling. The technology is practically not used in welding polypropylene pipes (mainly with HDPE); the connection occurs using electric welded couplings, into which both ends of the pipe elements are inserted. When an electric current is passed, the inner casing heats up, becomes softer and loses its rigidity. As a result of this process, it is compressed under the pressure of the outer shell, forming a strong permanent joint between the connected elements (active hardening). After cooling, the active hardening effect remains, pressing the coupling tightly to the pipes.
- Bell method. The method, widely used in everyday life and in all areas of industry, consists of connecting the two ends of a polypropylene pipe using polypropylene fittings. For heating in everyday life and industry, special welding machines (irons) and heating nozzles are used, which simultaneously heat the surface of the pipe and the inside of the fitting, after which the elements are joined.
Rice. 2 Welding device - soldering iron
How to cook polypropylene pipes (instructions)
To work you will need the following tools:
- Soldering iron for polypropylene materials. This is a special device that runs on electricity. The soldering iron has a heating element in the form of a plate (xiphoid) or tube (cylindrical). The configuration of the device does not matter for the quality of soldering. Nozzles that correspond to the diameter of the heating pipes (from 16 to 32 mm) are attached to the heating element of the soldering iron. Sufficient power for domestic use from 800 to 1200 watts.
- Plastic scissors or a hacksaw for cutting pipes.
- A shaver for chamfering or a sharp knife for cleaning the edges of workpieces.
- Ruler, marker, square for marking.
We recommend that you read: Methods for making the transition from HDPE pipe to metal
The preliminary stage includes the creation of a plan and drawing of the future heating system. Next, the pipes are cut to the required size. Soldering is carried out in stages, assembling individual communication nodes on a horizontal surface. Afterwards, the finished sections are assembled into a single system.
Step-by-step instructions for soldering heating pipes:
- The soldering machine is installed on the floor, nozzles of the required diameter are attached to it, and connected to the network.
- Wait until the soldering iron reaches the desired temperature (for polypropylene 260 degrees). At the same time, put a fitting on one nozzle and insert the end of the pipe into the second. The soldering depth is first marked on the pipe.
- The parts hold for the required time, it depends on the diameter of the parts being connected.
- At the same time, the heated parts are removed with both hands and connected to each other.
- Keep motionless until the polymer hardens.
Note! To hold the soldering iron, it is convenient to clamp it between your knees, positioned respectively on the floor.
Soldering heating pipes made of polymer materials is quite simple. The main thing is to do all operations according to the instructions at the same time, quickly and accurately.
During operation, the soldering iron is not turned off from the network.
Table of heating and cooling times for parts depending on their diameter. These time intervals are given for an air temperature during soldering of 20 degrees Celsius. If the ambient temperature is different, time adjustment will be required.
| Diameter of materials | Heating interval (in sec.) | Welding interval (in sec.) | Cooling interval (in sec.) |
| 16 | 5 | 6 | 3 |
| 20 | 5 | 6 | 2 |
| 25 | 7 | 10 | 2 |
| 32 | 8 | 10 | 4 |
Necessary tool for soldering small diameter polypropylene pipes
The thermal diffusion method used for welding polypropylene elements is realized by heating them with special devices, usually called soldering irons or irons. Structurally, the unit is a steel body with a built-in heating element, to which cylindrical heaters (nozzles) are screwed, the dimensions corresponding to the standard outer diameters of polypropylene pipes.
The temperature is set by a mechanical thermostat and two switches; in more modern devices, an electronic temperature indicator with processor-controlled heating is installed. The majority of irons have a flat shape; a less common variety has a round heating element, the nozzles on which are fixed with double-sided clamping screws.
In addition to the iron, the following tool is required for welded installation of a polypropylene line:
- Scissors. Designed for cutting polypropylene pipes, they are often supplied with a soldering device.
- Pencil and tape measure. The tool, as well as a corner and a knife, are used to accurately measure and control the location of the cut areas and remove the internal chamfer.
- Set of connecting fittings. Includes straight and angle couplings, tees, taps, threaded fittings and other fittings used to change the direction or connect plumbing fixtures to the main line.
- Household chemicals. Substances may be needed to degrease the welded surface and clean it from dirt.
Rice. 3 Tools for working with PPR
Soldering polypropylene pipes in hard-to-reach places
When deciding how to solder polypropylene pipes in hard-to-reach places, the following factors should be taken into account.
Working with polypropylene pipelines in narrow places is more difficult than welding on straight pipe runs in conditions of sufficient space. Inconvenient places usually include areas near the top of the ceiling, spots in corners, and tight space conditions that make it difficult to install the soldering iron on the stand. In the latter case, you cannot do without outside help; an alternative solution is a special hook, prepared in advance in a convenient place, on which you can hang a soldering iron.
Methods for connecting polypropylene pipes
Polypropylene is a thermoplastic polymer. The structure of the material is subject to change during the heating process (soldering, welding) - it softens under the influence of high temperature. Two fragments heated to the same temperature undergo a diffusion process. Cooling of preheated parts of the product does not change its properties. With proper heating and connection, the creation of a monolithic unit is ensured.
The characteristics of technologies for connecting polypropylene pipes into one system are based on the heating method. The method is called polyfusion welding. It is carried out using a coupling or butt method.
During installation, the pipe itself and a coupling, the diameter of which is smaller than the diameter of the pipe, are used. Under normal conditions, docking of both elements is impossible. The mounting section of a tee, tap, bend, threaded screw and other components can act as a coupling.
The process of soldering polypropylene pipes involves simultaneously placing both elements on the heating element of the welding machine. A pair of the required diameter is pre-mounted coaxially on the working heater itself, consisting of a coupling on a metal base into which the pipe will be inserted, and a special mandrel for putting on the connecting element. When soldering, a belt of molten polypropylene is formed, approximately equal in width and depth. An important installation feature is the correct temperature setting. The pipes must not be allowed to melt over their entire diameter. The pipes are removed from the heating element and, with force, are connected together coaxially. The molten polypropylene will serve as a connecting element and seal, thanks to which the smaller coupling will fit securely into the pipe and provide a tight connection along the entire length of the heating area.
An important difference between the alternative method of soldering polypropylene pipes is the mandatory joining of parts of the same diameter. The first step is the precise adjustment of the ends for subsequent joining. The pipes on both sides are pressed forcefully against the end cutter. After fixing, a flat-shaped heating element is placed in place of the trimmer. As it heats up, both pipes will melt evenly. The tubes are then compressed to ensure polyfusion. Compression is carried out with force. As the material cools, polymerization occurs and a reliable seam is created at the joint. The conditions required for such installation can only be achieved with special equipment. It ensures uniform heating and joining.
Welding and installation of a separate part of the pipeline system
When soldering a polypropylene water main, they always try to install individual sections of the water supply in a place with large free space and at a convenient height. To do this, you will need basic tools, a drawing of the highway and the correct procedure for carrying out the work.
Typically the hardest side to weld is on the wall with the two corner fittings, so it is welded first and secured with clips or dowel sleeves. Afterwards, from the corner fittings, further installation of sections of the line is carried out, moving on to soldering work directly near the walls. For ease of installation, it is necessary to provide in advance a place to install the soldering iron on a stand or organize its hanging.
How to choose the type of polypropylene pipes
Before installing propylene pipes with your own hands, you need to select the right material: elements of the required diameter for various parts and units of the water supply system. In this case, we proceed from hydraulic calculations.
Home communications may require material 15 – 40 mm in diameter. Larger ones are considered the main option. The color of the material can be any - the color does not in any way affect the technical characteristics of polypropylene pipes.
However, it is worth paying attention if the elements have colored longitudinal stripes. This marking is done to indicate the thermal stability of materials: a blue stripe is applied to pipes intended for cold water, a red stripe, respectively, for hot water supply. When soldering, these marks will help you accurately match the elements.
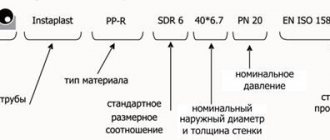
Also pay attention to the letter markings of polypropylene pipes:
- PPR stands for the name of the material, there are several types with specific protection measures. But the main thing that should be considered is the notes on the permissible temperature and coolant pressure. There are 4 such types for home water supply - PN-10, 16, 20, 25. The first type is intended only for cold water supplied with low pressure, value 16 includes hot water supply up to 60 ° C with a pressure of 1.6 MPa.
- Marker 20 indicates that it can be used not only for water supply, but also for heating circuits with a maximum temperature of 80°C.
- 25th - the most expensive hardy type is used for assembling water supply systems, as well as heating systems with operating temperatures up to 90-95°C.
Features of soldering in corners
Soldering under such conditions is no different from carrying out similar work on other sections of the walls, with the exception of some factors.
Fillet welding requires precision and compliance with increased requirements for the geometry of a right angle; a square is used to check it. To join the sections, special corner couplings with a rotation angle of 90 degrees are used, which should be purchased together with pipes from the same manufacturer - this will ensure high adhesion between the connected elements.
Rice. 5 Sequence of soldering a PPR pipeline
Common soldering mistakes
However, no one is immune from mistakes.
Especially those who weld in this way for the first time. During the further operation of the water supply system, mistakes made during its installation are fraught with various kinds of leaks, blockages and other emergency situations.
Specialist shareholders took care of beginners and compiled a list of the most common mistakes, it looks like this:
- dirty and wet surface of the elements being connected. Control this parameter until the very last moment. Remember, if you wipe the surface once, this does not mean that it will remain clean until the end, because the pipes are mounted on the floor, and it can be dirty and damp, especially in rooms such as the bathroom. Even a few drops of water falling on the surface of the elements being welded can lead to deformation. To neutralize moisture, experts use ordinary salt and simply fill the pipe with it. Also keep an eye on your soldering iron and periodically clean it from stuck pieces of polypropylene;
- misalignment between two separate elements intended for soldering. A high-quality folding ensures that at the moment of connecting the heated elements, their correct positioning relative to each other. The welder will only have a few seconds to do this. If the room, say a bathroom, does not allow this, first insert the end of the pipe through a technological hole made in the wall. The allowed distortion will greatly reduce the strength of the entire structure as a whole. Therefore, try on the elements in advance and in the future do not be distracted by extraneous actions;
- poor quality material. The construction market is flooded with various materials and tools for this type of work. But not all of them are distinguished by their quality. So approach the selection process as carefully as possible. Do not buy pipes from the very cheap segment. Their service life is minimal, and this is provided that you generally manage to solder them. The material you purchase must be from one manufacturer. After all, each company has its own production technology. Accordingly, the output material is different in composition, which makes high-quality soldering almost impossible;
- correct handling of the tool. When choosing a soldering iron, you should be no less picky than when choosing a material. Inexpensive Chinese and Turkish models require especially close attention. If you purchased a soldering iron with two heating elements at once, use it carefully, as this can easily overheat the pipe.
Sequence and important rules for soldering polypropylene
Although the equipment for soldering polypropylene is not too difficult to operate, the following rules should be observed when working with it:
- It is advisable to install the soldering iron on a flat surface and securely fix it in case of installation of individual sections of the pipeline.
- The standard soldering temperature for polypropylene is 260º C, in budget models this temperature is reached within 10 - 15 seconds, modern expensive models heat up the nozzles in 5 seconds.
- During operation, the pipe and fitting heat up simultaneously; for each device, the instructions indicate its own heating, contact and cooling time for the joint, depending on the material and outer diameter of the pipeline line.
The PPR soldering technology consists of the following sequence of preparatory and installation operations:
- First, individual sections of the line are joined, so the welding machine is placed in a spacious place where surrounding walls or objects will not interfere with the installation of pipeline sections of the required length. Also, the soldering iron should be placed on a hard and level surface away from flammable objects.
- When soldering, it is very important that the ambient temperature does not drop by less than 10º C, otherwise the surface of the parts will quickly cool down and welding will not occur. If the work will be done in a cold room, it is necessary to warm it up.
- When installing complex lines, it is better to make an accurate drawing indicating dimensions - in this case, you can distribute the work of welding long chains in convenient conditions away from the walls. Next, the segments will be soldered in weight near the walls directly at the final location points.
Fig.6 Technology for proper soldering of polypropylene
- The percentage of defects can be reduced by a significant amount by purchasing all materials from one manufacturer - the parts will not only have the same dimensions, but also the same chemical composition, which promotes the best diffusion.
- In some cases, an unscrupulous manufacturer produces soldering iron tips with different sizes of forward and reverse parts - they should also be checked by inserting them into each other. Similarly, the material is pre-checked for compliance with the diameters of the nozzles.
- The pipe is cut using pruning shears strictly at an angle of 90 degrees; reinforced materials are best cut with a grinder with any disc.
- When carrying out welding work, after cutting to the required length, the surface of the parts is cleaned of dirt and degreased; if a previously installed line is connected, the water is drained from it, and the joints are wiped with a dry cloth.
- First, you should put the required nozzle on the device in accordance with the diameter of the PPR and turn it on to warm it up to a temperature of 260 C. In expensive devices, this temperature value can be visually seen on the indicator board; in cheap models, it is set by a regulator of the corresponding diameter and is maintained for a certain time, after which A signal light indicates that the soldering iron is ready for use.
- After the device is ready for operation, we simultaneously press two fittings onto the nozzle, having previously marked the immersion depth on the part of a smaller diameter with a pencil. Simultaneous pressure on the workpieces from both sides allows you to securely fix the soldering iron in one place.
- The parts are held on the attachments for the time specified in the instructions; the report can be carried out by saying to yourself the numbers 1001, 1002, and so on.
- After heating, the workpieces are removed and immediately inserted into each other to the mark indicated in pencil, avoiding turning, they are also kept motionless for a certain time.
- After maintaining a certain cooling period, proceed to welding the next joint.
When welding on walls, it is inconvenient to hold the parts suspended, so the pipe is fixed in clips or couplings, moving it to the required distance.
Rice. 7 Installation of PPR with tap insertion
Warming up polypropylene
Installation of polypropylene pipes includes two stages: heating of the joining areas and connection. The part is put on a nozzle of the appropriate diameter. The pipe is installed in the sleeve up to the limiter for the entire stripped length, and the fitting element is placed on the mandrel until it stops. It is necessary to control the heating depth; the pipe must be located in the sleeve without distortion until it stops at the limiter. Maintain the necessary time to warm up. The holding time and soldering temperature of polypropylene pipes depend on the product parameters; the table displays all the important welding parameters at a room temperature of +20⁰.
The heating time must not be exceeded, otherwise the surface will be deformed, which will lead to distortion of the geometry and the inability to join the parts without gaps. When joining molten sections inside the pipeline, polypropylene swelling appears, which hardens into large ridges. Protruding material reduces the passability of the highway.
Table of welding delay values Source montagtrub.ru
Important! Temperature measurements on the iron mirror are carried out with a thermal probe.
Welding plastic pipes is impossible without a technical pause of a few seconds after heating, which is necessary to remove parts from the heating element. In a cold room, during this period the heated areas have time to cool down, which deteriorates the quality of the joining. To ensure a strong seam, it is recommended to increase the heating time by a few seconds so that the material melts more strongly. The optimal additional time is calculated by selection, taking into account :
- ambient temperature;
- nominal pipeline cross-section;
- holding time for warming up.
The temperature is set within 255-265⁰. If it exceeds 270⁰, the seam will turn out thin and unable to hold the water pressure. This occurs due to the rapid heating of the outer layer until it melts. At the same time, the material does not have time to warm up deeply, so diffuse penetration of polypropylene into adjacent areas of the parts does not occur.
Stages of pipeline welding Source svarkaspec.ru
Mistakes when soldering plastic pipes
An inexperienced plumber or owner who decides to carry out the installation of a polypropylene water line with his own hands often makes mistakes, not fully knowing the technology of pipe soldering and not knowing how to work with a soldering iron.
The most common errors include the following.
Rice. 8 Differences between budget and expensive irons
Wrong choice of soldering iron
The most popular and inexpensive devices for soldering are electric couplings with attachments for different diameters of PPR. When purchasing and using, you must consider the following factors:
- You need to purchase the device with a convenient holder so that you can easily and quickly install it in place when working independently. This will reduce the time that heated elements are in an undocked state, which can lead to cold welding and further depressurization.
- It is also better to choose the units used with the regulator and power buttons placed in such a way that you do not touch them with your hand during operation, thereby lowering the temperature or turning off the heating.
- If the device is used for regular use, it is better to purchase an expensive model with high-quality Teflon nozzles - this will prevent polypropylene from sticking and improve the quality of connections.
Rice. 9 PPR heating table
- Modern devices are produced with electronic indicators that maintain a constant temperature using a built-in processor, which is reflected on its display. This factor also helps to improve the quality of soldering, the time of which is determined based on the degree of heating of the couplings, which cannot be determined on old-style units.
- The device must maintain a given temperature, which increases with increasing pipe diameter. Many Chinese irons have high temperature parameters, which should be taken into account when choosing a manufacturer; Turkish-made models are considered to be some of the best units in terms of price and quality ratio.
- The shape of the iron and the location of the couplings play an important role in cases where polypropylene pipes are welded in hard-to-reach places. A narrower iron and placement of the couplings on the edge of the pointed end in this case are much more convenient to use.
Repay
Overexposure of elements in the soldering iron for more than the required time leads to their surface overheating and after connection, accompanied by excessive force, the pipe passage becomes clogged with molten plastic. If such an error occurs at a large number of joints of heating or water pipelines, the system will not be able to function normally. In order to avoid this situation, you should strictly follow the time intervals specified in the instructions for each type and diameter of pipes and carry out several test solderings of small sections.
You should also always clearly mark with a pencil the distance to which the pipe is deepened for a diameter of 20 mm. it is usually 14 - 17 mm.
Rice. 10 PPR soldering defects