Пайка полипропиленовых труб в труднодоступных местах- Советы +Видео
Пластиковые трубы используются все чаще металлических, поскольку обладают неоспоримыми преимуществами, к которым относятся более длительный период эксплуатации – до 50 лет для полипропиленовых труб, а также высокие звукоизоляционные характеристики, стойкость к температурным скачкам, невысокая электро- и теплопроводность.
ПВХ трубы популярны еще и потому, что очень прочны, надежны и просты в монтаже.
Первоначально такие изделия не паяли. Трубопроводы из полипропилена соединяли с помощью склеивания особыми клеями.
В некоторых странах мира трубы из полипропилена с малым диаметром, которые используют внутри помещений, и сегодня соединяют, склеивая.
Однако надежнее и проще такой метод крепления, как паяние. Из этой статьи вы узнаете, как паять полипропиленовые трубы своими руками.
А чтобы вы лучше понимали технологию работ, рекомендуем читать статьи и смотреть видео, как паять полипропиленовые трубы.
Виды труб для отопительных систем
Для монтажа систем отопления подходят традиционные металлические трубы и полимерные, с некоторыми оговорками по условиям их эксплуатации.
Виды труб для отопительных систем:
- Стальные. Стальная труба без специального защитного покрытия в отопительных системах используется повсеместно в многоквартирных домах. Сталь хорошо выдерживает тепловые нагрузки, повышенное давление в магистрали. Недостатком является их подверженность коррозии. В условиях агрессивных добавок, применяемых в промышленных теплосетях, сокращает их срок службы значительно. Для индивидуальных застройщиков стальные материалы представляют трудность в плане самостоятельного монтажа.
- Оцинкованные стальные коммуникации. Оцинкованные материалы более долговечны, чем стальные необработанные. Но и стоимость их выше.
- Медные. Эти материалы можно назвать аристократами в строительстве отопительных систем. Медные трубы и фитинги долговечны, но дорогостоящи. Их монтаж требует специальных навыков.
- Нержавеющая сталь. Трубы из нержавейки относятся к дорогостоящим материалам. Они долговечны, надежны в эксплуатации, то требуют специальных навыков для монтажа трубопровода.
- Металлопластик. Это легкие материалы, удобные для монтажа. В системах отопления используются редко, поскольку в подобных условиях эксплуатации имеют небольшой срок службы.
- Полимерные материалы. Для отопления используют трубы из полипропилена. Это недорогие коммуникации, которые при желании может смонтировать непрофессионал. Трубы не подвержены коррозии. При качественной сборке коммуникации из полипропилена служат десятилетия. Недостатком их является ограничение допустимой температуры теплоносителя и давления в системе. Однако для бытовых, автономных систем отопления трубы из полипропилена подходят идеально.
Рекомендуем ознакомиться: Герметики для прочного соединения канализационных труб
Обратите внимание! К общим недостаткам металлических коммуникаций можно отнести их высокую теплопроводность. Это свойство металла значительно увеличивает потери тепла при транспортировке теплоносителя.
Трубы отопления из полипропилена лишены многих недостатков металла. Процесс их соединения называется пайкой или сваркой.
Для монтажа пластика потребуется специальный инструмент, подробная инструкция о том, как паять трубы отопления. Работа не представляет сложности. После некоторой тренировки качественное соединение выполнит и непрофессионал.
Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Как паять полипропиленовые трубы с паяльником и без?
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Любой паяльник комплектуется парными насадками разного диаметра и подставкой.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника.
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
- полипропилен подогревают прибором до состояния вязкой текучести, соблюдая предписания в инструкции к оборудованию;
- паяют изделия из одинакового материала, не следует соединять детали из полипропилена с разной маркировкой, прочность соединения будет нарушена;
- стыковку торцов и фитингов выполняют плотно, не допуская зазоров, искажений, плотное прилегание обеспечивается шлифовкой обрезанного края труб наждачной бумагой;
- полипропилен быстро застывает, выравнивание возможно в течение нескольких секунд, после застывания исправить дефект будет невозможно.
Утюг для сварки труб Источник nehomesdeaf.org
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки.
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
При какой температуре нужно паять полипропиленовые трубы?
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
- Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений. Важно, чтобы по внешнему виду паяльный шов был ровным.
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Как паять полипропиленовые трубы — подробная технология с разбором ошибок
Раструбная сварка пластмассовых деталей друг с другом производится следующим образом.
1. Ножницами или труборезом обрезать трубу под прямым углом.
2. Конец трубы и раструб фитинга при необходимости очистить от пыли и грязи, обезжирить спиртом или мыльной водой и затем просушить.
При сварке труб PN 10 и PN 20 на этом этапе ничего больше делать не нужно.
При сварке армированных труб PN 25 специальным инструментом шейвером с трубы снимают два верхних слоя из полипропилена и алюминия. Размер раструба фитинга сделан таким образом, что в него может войти труба только с удаленными верхними слоями. Глубину зачистки выполняют по упору инструмента, определяющего глубину сварки.
Рис.5. Шейвер
Рис.6. Обработка трубы шейвером.
3. На трубу нанести метку на расстоянии, равном глубине раструба плюс 2 мм. Если использовать грубы, фитинги и инструмент от одного производителя, то, чаще всего, никакими вычислениями заниматься не нужно. Шейвер (рис. 2) снимает верхние слои трубы ровно на глубину сварки, а размеры нагревательных насадок таковы, что вставить в них трубу на глубину больше чем требуется, невозможно.
4. Поместить соединяемые детали на соответствующие насадки: трубу вставить в гильзу до отметки, обозначающую глубину сварки, а раструб фитинга надеть на дорн.
5. Выдержать время нагрева (см. таблицу 1), после чего снять детали с аппарата и соединить их друг с другом, не проворачивая детали по оси. Сварочные фитинги необходимо соединять с трубой быстрым уверенным движением, соблюдая соосность трубы и муфты. Соединение трубы и фитинга должно происходить на ту глубину, которая определена границей внутри раструба фитинга.
6. После сварки необходимо выдержать время охлаждения, особенно для труб с тонкими стенками. Поворот и изгибание (деформации) во время остывания недопустимы. Соединение с неудачной соосностью или углом взаимного расположения фитингов подлежит только одному способу исправления — неправильно соединенный фитинг вырезается. Надо быть особенно внимательным при сварке элементов, для которых важно позиционное положение — уголки, тройники, шаровые краны. Последние надо вварить так, чтобы ручка могла свободно перемещаться во все положения.
Если Вы паяете (свариваете) полипропиленовые трубы в первый раз можете разрезать первое соединение для проверки, должно получиться вот так вот:
Таблица.1. Технические параметры сварки(пайки) полипропиленовых труб.
Сварочный аппарат должен быть постоянно включен в течение всего процесса сварки. Нагрев начинается одновременно для двух деталей.
При недогреве возникает возможность того, что детали не достигнут температуры вязкой пластичности. При этом соединение будет ненадежным и диффузия материала может не произойти.
При перегреве возникает возможность потери устойчивости формы, адгезия (липкость) материала будет чрезмерная. Трубу невозможно будет ввести в фитинг, а при увеличении усилия края трубы подогнутся внутрь или сомнутся. Соединение будет с заужением.
Налипание материала на фитингах говорит либо о плохом качестве тефлонового покрытия насадок сварочного аппарата, либо о перегреве пластмассы при сварке.
Подробный процесс сварки (пайки) полипропиленовых труб смотрите на видео:
Подробный процесс сварки (пайки) армированных полипропиленовых труб смотрите на видео:
Внешний вид сварных соединений должен удовлетворять следующим требованиям:
- Нарушение соосности труб более чем на толщину их стенки не допускается;
- Наружная поверхность соединительной детали, сваренной с трубой не должна иметь трещин, складок и других дефектов, вызванных перегревом;
- У кромки раструба соединительной детали, сваренной с трубой, должен быть виден сплошной по всей окружности валик оплавленного материала, выступающий за торцевую поверхность соединительной детали.
Инструкция по сварке вварных седел
Вварные седла применяются для монтажа последующих ответвлений от трубопровода, при ремонте существующих систем.
Сначала необходимо просверлить стенку пластиковой трубы сверлом Фузиотерм.
>При применении комбинированных труб Штаби следует удалить оставшийся на просверленном отверстии алюминий с помощью инструмента для снятия фаски Фузиотерм.
Рис.1. Просверливание отверстия в стенке трубы.
Сварочный прибор / инструмент для вварного седла должен достичь требуемой рабочей температуры 260°С.
Свариваемые поверхности должны быть чистыми и сухими.
Рис.2. Установка сварочного аппарата;
Нагревательный штуцер инструмента для вварного седла вставляется в отверстие в стенке пластиковой трубы до тех пор, пока инструмент не достигнет полностью наружной стенки трубы. Затем штуцер вварного седла вставляется в нагревательную гильзу до тех пор, пока поверхность седла не достигнет свода инструмента. Время нагрева элементов составляет 30 сек.
Рис.3. Нагревание трубы и седла.
После извлечения сварочного прибора штуцер вварного седла быстро вставляется в нагретое отверстие. Затем седло следует точно и плотно, не вращая, прижать к нагретой наружной поверхности пластиковой трубы.
Рис.4. Установка вварного седла;
Вварное седло неподвижно фиксируется на трубе в течение 15 сек. После 10 минут остывания соединение можно подвергать полной нагрузке. Соответствующая труба ответвления вваривается в муфту обычным способом.
Рис.5. Готовое вварное седло.
Примеры готовых трубопроводов из полипропилена сваренных раструбной сваркой
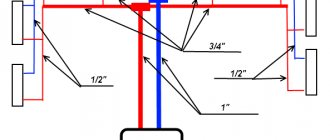
Простейший пример труб из полипропилена в ванной комнате:
Простейший пример полипропиленовых труб из туалета в ванную комнату) Обратите внимание трубопровод из полипропилена съемный).
Разводка труб из полипропилена (более сложный вариант), все трубы обернуты в теплоизоляцию для предотвращения образования конденсата для холодной воды, и уменьшения тепло потерь для горячей).
В завершении хотел бы также указать, коэффициенты температурного расширения у труб металлопластиковых труб и труб из полипропилена: — для металлопластиковых труб (PEX-AL-PEX)= 2,6 *10-5
-для металлопластиковых труб с армирующем слоем из этиленвинилового спирта (PEX-EVOH-PEX) = 2.1 *10-5
— Для полипропиленовых труб, без армирования (PP) = 15 *10-5
— Для полипропиленовых труб с алюминиевым армирующим слоем =(PP ALL-PP) = 3*10-5
Ну и немного ясности в этих цифрах:
При изменении температуры окружающего воздуха, или температуры жидкости внутри трубы на 10 градусов по Цельсию, каждый метр трубы удлиниться или укоротиться соответственно:
— PEX-AL-PEX = на 0,26 мм
— PEX-EVON-PEX = 0,21 мм
— PP-ALL-PP = н 0,3 мм
— PP = на 1,5 мм
Пайка полипропиленовых труб в труднодоступных местах: советы и рекомендации
Полипропиленовые трубопроводы (ППР) в силу своей ценовой доступности, физических параметров и удобства монтажа являются широко востребованными в бытовом хозяйстве при организации холодного и горячего водоснабжения. При самостоятельном монтаже наибольшие сложности вызывает пайка полипропиленовых труб в труднодоступных местах, справиться с которой без ошибок новичку довольно сложно.
Поэтому полезно изучить приемы – как правильно спаять трубопровод у стен, особенности пайки в углах, желательно уметь провести ремонт полипропиленовых участков трубопровода с соблюдением технологии.
При этом очень важно сделать правильный выбор инструмента и знать наиболее часто встречающиеся ошибки у новичков.
Рис.1 Промышленный аппарат для пайки ППР стыковым способом – принцип работы
Преимущества материала
Полипропилен – доступный материал, не требующий никаких условий в эксплуатации, применяемый в любых помещениях без повышенной пожарной опасности.
Достоинства полипропилена:
- экономичность;
- выносливость;
- экологичность;
- срок эксплуатации – до 50 лет;
- универсальность и возможность применения в канализационных системах, на холодном и горячем водоснабжении, а также отоплении;
- простота монтажа – соединение домашних труб из полипропилена можно провести самостоятельно;
- гибкость материала позволяет использовать его в поворотных конструкциях, а также легко спаивать детали между собой.
Способы сварки полипропиленовых труб
Для соединения полипропиленовых труб используются несколько способов сваривания в зависимости от их диаметра, толщины стенок и области применения:
- Стыковой. Методика применяется для стыковки элементов трубопроводов большого диаметра, используемых в промышленной и коммунальной сфере. Процесс происходит путем одновременного нагревания плоским диском предварительно обрезанных под углом 90 градусов трубных торцов, после чего их кромки с усилием прижимаются друг другу на специальном станке.
- Муфтовый. Технология практически не используется в при сварке полипропиленовых труб (в основном с ПНД), соединение происходит с помощью электросварных муфт, в которую вставляются оба конца трубных элементов. При пропускании электрического тока внутренний корпус разогревается, становится более мягким и теряет свою жесткость. В результате этого процесса он сжимается под давлением внешней оболочки, образуя прочный неразъемный стык между соединяемыми элементами (активное упрочнение). После охлаждения эффект активного упрочнения остается, плотно прижимая муфту к трубам.
- Раструбный способ. Широко применяемый в быту и во всех сферах промышленности метод, состоит в соединении двух концов полипропиленовой трубы с помощью полипропиленовых фитингов. Для нагревания в быту и промышленности используются специальные сварочные аппараты (утюги) и нагревательные насадки, которые одновременно нагревают поверхность трубы и внутреннюю часть фитинга, после чего элементы состыковываются.
Рис. 2 Сварочное устройство – паяльник
Как варить трубы из полипропилена (инструкция)
Для работы вам понадобятся следующие инструменты:
- Паяльник для полипропиленовых материалов. Это специальный прибор, который работает от электросети. На паяльнике имеется нагревательный элемент в виде пластины (мечевидный) или трубки (цилиндрический). Конфигурация аппарата значения для качества пайки не имеет. На нагревательный элемент паяльника закрепляют насадки, которые соответствуют диаметру труб отопления (от 16 до 32 мм). Достаточная мощность для бытового использования от 800 до 1200 Ватт.
- Ножницы для пластика или ножовка для разрезания труб.
- Шейвер для снятия фаски или острый нож для зачистки края заготовок.
- Линейка, маркер, угольник для разметки.
Рекомендуем ознакомиться: Способы выполнения перехода с трубы ПНД на металл
Предварительный этап включает создание плана и чертежа будущей системы отопления. Далее нарезают трубы необходимого размера. Пайку проводят поэтапно, собирая отдельные узлы коммуникации на горизонтальной поверхности. После, готовые участки собирают в единую систему.
Пошаговая инструкция проведения пайки труб отопления:
- Паяльный аппарат устанавливают на полу, закрепляют на нем насадки нужного диаметра, включают в сеть.
- Дожидаются, когда паяльник наберет нужную температуру (для полипропилена 260 градусов). Одновременно надевают на одну насадку фитинг, во вторую вставляют конец трубы. Предварительно на трубе делают метку глубины пайки.
- Выдерживают детали необходимое время, оно зависит от диаметра соединяемых частей.
- Одновременно, двумя руками снимают нагретые детали и соединяют их между собой.
- Держат неподвижно до отвердевания полимера.
Обратите внимание! Для удержания паяльника удобно его зажимать между колен, расположившись соответственно на полу.
Паять трубы отопления из полимерных материалов достаточно просто. Главное делать все операции по инструкции одновременно, быстро и точно.
В процессе работы паяльник из сети не выключают.
Таблица времени нагрева, остывания деталей в зависимости от их диаметра. Данные временные интервалы даны для температуры воздуха при пайке в 20 градусов тепла. Если температура окружающей среды отличается, то потребуется коррекция времени.
| Диаметр материалов | Интервал нагрева (в сек.) | Интервал сварки (в сек.) | Интервал остывания (в сек.) |
| 16 | 5 | 6 | 3 |
| 20 | 5 | 6 | 2 |
| 25 | 7 | 10 | 2 |
| 32 | 8 | 10 | 4 |
Необходимый инструмент для пайки полипропиленовых труб малого диаметра
Метод термической диффузии, используемый для сваривания элементов из полипропилена, реализуется за счет их нагрева специальными устройствами, обычно именуемыми паяльниками или утюгами. Конструктивно агрегат представляет собой стальной корпус с вмонтированным нагревательным тэном, к которому прикручиваются цилиндрические нагреватели (насадки), по размерам соответствующие стандартным наружным диаметрам полипропиленовых труб.
Температура задается механическим терморегулятором и двумя выключателями, в более современных устройствах устанавливается электронный индикатор температуры с процессорным управлением нагревом. Основное количество утюгов имеют плоскую форму, менее распространенная разновидность имеет круглый нагревательный элемент, насадки на котором фиксируются двусторонними прижимными винтами.
Помимо утюга для сварного монтажа магистрали из полипропилена требуется следующий инструмент:
- Ножницы. Предназначены для нарезки полипропиленовых труб, часто идут в комплектации с паяльным прибором.
- Карандаш и рулетка. Инструмент, а также уголок и ножик, служат для точного обмера и контроля расположения вырезаемых участков, снятия внутренней фаски.
- Набор соединительных фитингов. Включает в себя прямые и угловые муфты, тройники, краны, резьбовые фитинги и другие детали арматуры, служащие для изменения направления или подключения сантехнических приборов в магистраль.
- Средства бытовой химии. Вещества могут понадобиться для обезжиривания свариваемой поверхности и ее очистки от грязи.
Рис. 3 Инструменты для работы с ППР
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
Методы соединения труб из полипропилена
Полипропилен представляет собой термопластичный полимер. Структура материала поддается изменениям в процессе нагрева (пайки, сварки) — размягчается под воздействием высокой температуры. Два нагретых до одинаковой температуры фрагмента проходят процесс диффузии. Остывание предварительно нагретых частей изделия не меняет его свойств. При правильном нагреве и соединении обеспечивается создание монолитного узла.
На приеме нагрева основываются особенности технологий соединения полипропиленовых труб в одну систему. Метод получил название полифузной сварки. Проводится муфтовым или стыковым способом.
При монтаже применяется сама труба и муфта, диаметр которой меньше диаметра трубы. В нормальных условиях стыковка обоих элементов невозможна. В качестве муфты может выступать монтажный участок тройника, крана, отвода, резьбового винта и прочих комплектующих.
Процесс пайки полипропиленовых труб подразумевает одновременное насаживание обоих элементов на нагревательный элемент сварочного аппарата. На сам рабочий нагреватель заранее соосно вмонтирована пара нужного диаметра, состоящая из муфты на металлической базе, куда будет вставляться труба, и специального дорна для одевания соединительного элемента. При пайке образуется пояс расплавленного полипропилена, примерно равный по ширине и глубине. Важной особенностью монтажа является правильное выставление температуры. Нельзя допустить расплавление труб по всему диаметру. Трубы снимаются с нагревательного элемента и с усилием, соосно соединяются вместе. Расплавленный полипропилен прослужит соединительным элементом и уплотнителем, благодаря которому меньшая муфта будет надежно заходить в трубу и обеспечивать плотное соединение на всю длину места прогрева.
Важным отличием альтернативного способа пайки полипропиленовых труб является обязательная стыковка одинаковых по диаметру деталей. Первым шагом считается точная подгонка торцов для последующего стыкования. Трубы с обеих сторон с силой прижимаются к торцевателю. После фиксации на место торцевателя укладывается нагревательный элемент плоской формы. По мере нагревания обе трубы будут равномерно расплавляться. Далее трубы сжимаются для обеспечения полифузии. Сжатие проводится с усилием. По мере остывания происходит полимеризация материала и создается надежный шов на месте стыка. Условия, нужные для такого монтажа, достигаются только при наличии специального оборудования. Оно обеспечить равномерный нагрев и стыкование.
Сварка и монтаж отдельной части системы трубопровода
При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.
Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты. После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.
Как подобрать тип труб из полипропилена
Перед тем, как проводить монтаж пропиленовых труб своими руками, необходимо правильно подобрать материал: элементы необходимого диаметра для различных частков и узлов водопровода. В данном случае исходят из гидравлических расчётов.
Домашние коммуникации могут потребовать материала 15 – 40 мм в диаметре. Более крупные считаются магистральным вариантом. Цвет материала может быть любым – цвет никак не влияет на технические характеристики труб из полипропилена.
Однако стоит обратить внимание, если на элементах есть цветные продольные полосы. Такая маркировка делается для обозначения термической устойчивости материалов: синяя полоса наносится на трубы, предназначенные для холодной воды, красная – соответственно, для горячего водопровода. При спаивании эти пометки помогут с точностью сопоставить элементы.
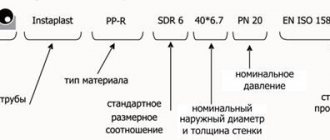
Также обратите внимание на буквенную разметку труб из полипропилена:
- PPR – означает название материала, есть несколько типов со специфическими мерами защиты. Но главное, что следует рассматривать – пометки о допустимой температуре, давлении теплоносителя. Таких типов для домашнего водоснабжения 4 – PN-10, 16, 20, 25. Первый тип предназначен только для холодной воды, подаваемой с небольшим давлением, значение 16 включает горячее водоснабжение до 60°С с давлением 1,6 МПа.
- Маркер 20 обозначает, что можно использовать не только для водоснабжения, но также для отопительных контуров с максимальной температурой 80°С.
- 25-й – самый дорогой выносливый тип используют для сборки водопровода, а также отопительных систем с рабочей температурой до 90-95°С.
Особенности пайки в углах
Спаивание в таких условиях не отличается от проведения подобных работ на других участках стен за исключением некоторых факторов.
Угловая сварка требует точности и соблюдения повышенных требований к геометрии прямого угла, для его проверки используется угольник. Для стыковки отрезков применяют специальные угловые муфты с углом разворота 90 градусов, которые следует приобретать вместе с трубами от одного производителя – это обеспечит высокую адгезию между соединенными элементами.
Рис. 5 Последовательность пайки трубопровода из ППР
Распространенные ошибки при пайке
Однако от ошибок никто не застрахован.
Особенно те, кто производит сварку таким способом первый раз. При дальнейшей эксплуатации водопровода, совершенные при его монтаже ошибки, чреваты различного рода протечками, закупорками и другими аварийными ситуациями.
Специалисты пайщики позаботились о новичках, и составили список самых распространенных ошибок, выглядит он следующим образам:
- грязная и мокрая поверхность соединяемых элементов. Контролируйте этот параметр до самого последнего момента. Помните, если вы протерли поверхность один раз, это не значит что она останется чистой до конца, ведь трубы монтируются на полу, а он может быть грязным, сырым, особенно в таких помещениях, как ванная комната. Даже несколько капель воды, попавшие на поверхность свариваемых элементов, могут привести к деформированию. Для нейтрализации влаги специалисты применяют обычную соль, просто набивают ею трубу. Следите также за паяльником, периодически очищайте от прилипших кусочков полипропилена;
- перекос между двумя отдельными элементами предназначенными для спайки. Качественная сворка, предусматривает в момент соединения разогретых элементов, их правильное позиционирование относительно друг друга. На это у проводящего сварку будет всего несколько секунд. Если помещение, допустим, ванная не позволяет этого сделать, вначале заведите конец трубы через технологическое отверстие, проделанное в стене. Допущенный перекос намного снизит прочность всей конструкции в целом. Поэтому заранее произведите примерку элементов и в дальнейшем не отвлекайтесь на посторонние действия;
- некачественный материал. Строительный рынок завален различными материалами и инструментами для проведения данного вида работ. Но далеко не все из них отличаются своим качеством. Так что подходите к процессу выбора максимально тщательно. Не покупайте трубы из сегмента очень дешевых. Срок их службы минимален, и это при условии, что вам, вообще, удастся их спаять. Материал, приобретенный вами должны быть обязательно от одного производителя. Ведь у каждой фирмы своя технология производства. Соответственно материал на выходе получается разный по составу, что делает качественную пайку почти невозможной;
- правильное обращение с инструментом. При выборе паяльника стоит быть не менее придирчивым, чем при выборе материал. Особенно пристального внимания требуют недорогие китайские и турецкие модели. Если вы приобрели паяльник сразу с двумя нагревательными элементами, пользуйтесь им аккуратно, таким запросто можно перегреть трубу.
Последовательность и важные правила пайки полипропилена
Хотя оборудование для спаивания полипропилена не слишком сложно в эксплуатации, при работе с ним следует соблюдать в следующие правила:
- Желательно устанавливать паяльник на ровной поверхности и надежно фиксировать в случае монтажа отдельных участков трубопровода.
- Стандартная температура пайки поипропилена составляет 260º С, в бюджетных моделях данная температура достигается в течение 10 – 15 секунд, современные дорогие модели нагревает насадки за 5 секунд.
- При работе труба и фитинг нагреваются одновременно, для каждого устройства в инструкции указывается свое время нагрева, контакта и остывания стыка, зависящее от материала и наружного диаметра трубопроводной линии.
Технология спайки ППР состоит из следующей последовательности подготовительных и монтажных операций:
- Вначале производят стыковку отдельных отрезков линии, поэтому сварочный аппарат располагают в просторном месте, где окружающие стены или предметы не будут мешать монтажу участков трубопровода необходимой длины. Также паяльник должен располагаться на твердой и ровной поверхности вдали от воспламеняющихся предметов.
- При спайке очень важно, чтобы температура окружающей среды не понижалась менее чем на 10º С., в противном случае поверхность деталей быстро остынет и сваривание не произойдет. Если работа будет производиться в холодном помещении, необходимо произвести его прогрев.
- При монтаже сложных линий лучше выполнить точный чертеж с указанием размеров – в этом случае можно распределить работы по сварке длинных цепей в удобных условиях вдали от стен. Далее отрезки будут припаиваться на весу около стен непосредственно в точках окончательного расположения.
Рис.6 Технология правильной пайки полипропилена
- Процент брака можно снизить на значительную величину, приобретая все материалы от одного производителя – детали будут иметь не только одинаковые размеры, но единый химический состав, способствующий наилучшей диффузии.
- В некоторых случаях недобросовестный производитель выпускает насадки на паяльник с разными размерами прямой и обратной частей – их также следует проверить, вставляя друг в друга. Аналогично предварительно проверяются и материал на соответствие диаметрам насадок.
- Труба разрезается при помощи ножниц-секаторов строго под углом 90 градусов, армированные материалы лучше резать болгаркой с любым диском.
- При проведении сварных работ после обрезки на нужную длину поверхность деталей очищается от грязи и обезжиривается, если соединяется ранее установленная линия, из нее сливается вода, а места стыковки вытираются сухой тряпкой.
- Вначале следует одеть нужную насадку на прибор в соответствии с диаметром ППР и включить его для прогревания до температуры 260 С. В дорогих устройствах данное значение температуры можно визуально увидеть на индикаторном табло, в дешевых моделях оно выставляется регулятором соответствующего диаметра и выдерживается определенное время, после чего о готовности паяльника к работе сообщает сигнальная лампочка.
- После готовности устройства к работе одновременно два фитинга надавливаем на насадку, предварительно отметив на детали меньшего диаметра карандашом глубину погружения. Одновременное надавливание на заготовки с двух сторон позволяет надежно зафиксировать паяльник в одном месте.
- Детали держат на насадках указанное в инструкции время, отчет можно проводить, проговаривая про себя цифры 1001, 1002 и так далее.
- После разогрева заготовки извлекают и моментально вставляют друг в друга до указанной карандашом риски, избегая проворачивания, их держат в неподвижном состоянии также определенное время.
- Выдержав определенный период остывания, приступают к сварке следующего стыка.
При сварке на стенах неудобно держать детали на весу, поэтому трубу фиксируют в клипсах или муфтах, сдвигая на нужное расстояние.
Рис. 7 Монтаж ППР с врезкой крана
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Таблица значений выдержки сварки Источник montagtrub.ru
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.
Этапы сваривания трубопровода Источник svarkaspec.ru
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.
Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками – это исключит прилипание полипропилена и повысит качество соединений.
Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
Так же следует всегда четко отмечать карандашом расстояние, на которое углубляется труба, для диаметра 20 мм. оно обычно составляет 14 – 17 мм.
Рис. 10 Дефекты пайки ППР