general characteristics
Pipes reinforced with glass fiber create serious competition with analogues reinforced with aluminum foil. Such risers are characterized by a three-layer structure: polypropylene - fiberglass - polypropylene. The reinforcing layer is also made from propylene, reinforced with fiberglass - glass fibers. In terms of its technical parameters, the adhesion of plastic to glass fibers can be compared to the strength of a monolith.
Glass fiber reinforced pipes are characterized by the following marking: PPR-FB-PPR.
If we compare risers with aluminum and fiberglass frames, the first option has one significant advantage: the products have greater rigidity. This means that when installing systems 1.5 meters long or more, such risers must be secured to the walls with special fasteners. Otherwise, sagging, deformation, and failure of the structure are possible.
Regarding diameters, it should be noted that products can be produced with diameters from 20 mm to 110 mm. It is these risers that can be found on sale more often than others. Although, for example, elements with a diameter of 17 mm or less are used to install heated floors.
Products of small diameters are secured with plastic clips, and large ones with clamps.
Installation methods for glass fiber reinforced pipes
Fiberglass reinforced products are much easier to install. In general, the installation of fiberglass-reinforced polypropylene pipes is no different from the installation of other types of polypropylene components.
Three main types of connection are used:
- connection using threaded fittings;
- cold welding method;
- Diffusion welding method.
Since there is no metal part in such products, it is quite simple to cut the pipe into pieces of the required size.
Unlike welding pipes reinforced with aluminum, products reinforced with fiberglass do not require preliminary stripping of the ends for joining.
Welding rules:
- Follow fire safety rules when working with welding equipment.
- It is important to perform welding correctly, using two nozzles: one for the inner layer, the other for the outer layer), both nozzles should be heated at the same time. When connecting system elements, you must not twist the ends of the elements being connected to avoid deformation.
- When flanging, make sure that the elements are connected to each other evenly; they need to be fixed at the ends of the product for about 30 seconds for better soldering.
Important! You cannot overexpose the workpiece during welding so that the polypropylene does not ignite and the internal space of the pipe becomes clogged.
infotruby.ru
Polypropylene products
The technical characteristics of glass fiber reinforced polypropylene pipes depend on the polymer used for their manufacture. All products are marked, which makes it possible to immediately determine the areas of use of tubular parts.
Let's find out what the markings on the pipes mean. So, PPR is an English name, and PPR is a Russian name meaning that this is a Polypropylene pipe made from Random copolymer.
Such fiberglass-reinforced polypropylene pipes are used for heating, water supply systems, ventilation systems, and industrial pipelines.
When arranging utility networks, fiberglass-reinforced PPR pipes are increasingly being used. There is nothing strange in this, since they are reliable, quite lightweight, and there are significantly fewer problems with their installation.
Another important factor is cost. For example, the price of PPR pipes reinforced with glass fiber for heating is lower than their metal counterparts, which helps save the family budget. These, as well as other characteristics possessed by fiberglass-reinforced polypropylene pipes, contributed to its popularization and use in various spheres of the national economy.
Pros and cons of polypropylene products
Advantages of conventional polypropylene (PPR) pipes:
- low cost - the price of such products is significantly less than products made from metals and alloys;
- strength;
- light weight - polymer products are much lighter than similar metal ones;
- resistance to low temperatures;
- chemical neutrality to most aggressive environments - acids, alkalis, oil and gas products, saline solutions;
- no threat of corrosion.
Disadvantages of simple pipes:
- A small value of the upper temperature threshold - polypropylene pipes begin to melt when they reach 175°C, and soften when the temperature in the system rises to 130-140°C. At first glance, this should not be a problem, since the operating temperature in the heat supply system is characterized by values of 90-95°C; however, when two parameters are combined - high pressure and high operating temperature - the damage received by the pipes from the coolant becomes more significant, therefore, the risk of pipe damage increases.
- Tendency to expand significantly with increasing thermal load. To a greater extent, this concerns the length of the product: the length of the pipes increases greatly, and wavy lines appear on the surface. This is not only unsightly, but also carries the threat of depressurization of the circuit or damage to wall or floor coverings, including cracking of fragile materials - plaster or cement.
This problem cannot be solved by conventional methods; even the installation of compensators is not entirely effective. The most logical solution is the use of glass fiber reinforced plastic pipes. Characterized by all the positive properties of high-molecular compounds, and in addition to increased resistance to high temperatures, these pipes can be used in almost any heating circuits and hot water supply systems.
Manufacturing technologies
Now there are four main technologies for manufacturing fiberglass pipes:
- Extrusion.
- Pultrusion is the molding of a product between an outer and an inner mandrel.
- Centrifugal molding (casting) on a technological mandrel (on its inner surface).
- Winding - a fiberglass tape (or fabric, thread) impregnated with an unhardened binder is wound onto a mandrel.
Extrusion
Extrusion is the process of extruding a mixture of fiberglass and resin (or thermoplastic polymers) through a ring-shaped opening. A simple, inexpensive and highly productive technology, but the resulting products do not have high strength. But it is quite sufficient for use in sewer and water supply systems. In this type of fiberglass, sometimes not resins are used, but thermoplastic polymers - HDPE, PP.
Pultrusion
Pultrusion is the drawing of a rod of glass fibers impregnated with a binder through several successively located dies with a decreasing cross-section. The method is continuous; for it, a binder composition is selected with a precisely calculated hardening time and a short initial setting time. Fiberglass roving is passed through a bath of binder, then the workpiece is pre-formed, then drawn, cured, and cut.
The pultrusion method has the highest productivity, it is cheap, and is used for mass production of plumbing and water pipes operating at low operating pressures. The result is fiberglass pipes with very smooth internal and external surfaces. The disadvantage is the impossibility of manufacturing large-diameter pipes operating at very high pressures and the complexity of the technological process. With pultrusion, it is difficult to perform ring reinforcement.
Centrifugal molding
A fairly old method of manufacturing composite structures. The pipe is formed inside a rapidly rotating mold, and materials are fed inside - chopped fiberglass, sometimes fiberglass and uncured resin. Under the influence of centrifugal force, the materials are distributed into shape and harden. The result is a tube with a very smooth outer wall and precise outer diameter, the walls are uniform, without delamination or inclusion of gas bubbles.
The disadvantage is the high cost of the method. Used for the manufacture of thick-walled pipes with increased ring rigidity, for example for microtunnels.
Winding
Manufacturing fiberglass pipes using the winding method is the simplest of all technologies with high productivity. Winding methods: spiral-ring, spiral-tape, longitudinal-transverse, oblique-layer longitudinal-transverse. Manufacturing by winding can be continuous or periodic. For the manufacture of fiberglass products, thermosetting (polyester, epoxy, phenol-formaldehyde resins) and thermoplastic binding materials (PP, PE, polyamide) are used.
When winding threads or tape of fiberglass impregnated with a binder, a very smooth inner and rough outer surface of the pipe is formed.
Production of fiberglass pipes
For pipe production, glass fiber threads are used in the form of twisted bundles (cords, twines) or loose, both short pieces (staple) and long chopped fibers. To connect them, fillers are used in the form of synthetic epoxy (grades ED, 5 ED, 20 Ed - 22 ED), polyester (grades M105, M 251, G 200 LE, etc., or PN-1 and PN-609), organic silicon, phenol-formaldehyde resins. Basically, pipes are made from harmless epoxy and polyester components.
The process of releasing products at some stages may differ from one manufacturer to another; its main stages are:
Winding threads impregnated with an epoxy compound onto a metal forming mandrel . It is worth noting that depending on the pipe diameters, there are two production technologies. In the cyclic process, threads are wound onto a metal mandrel and, after polymerization, the shell is removed, after which the process is periodically repeated. This method is used if a large diameter fiberglass pipe is produced.
Rice. 2 Production of fiberglass pipes - the main stage
Article on the topic:
HDPE pipe - production process, application, joining methods, installation. This article talks about polyethylene HDPE pipes, a little about production, more details about diameters, methods of their installation.
With continuous technology, the fiber is wound onto a mandrel and the finished casing is removed from it during the production process - this method is suitable for pipes of almost unlimited length and small diameters.
The first variety. Spiral-ring
A special stacker moves back and forth parallel to the rotating mandrel. After each such pass, a layer of fibers remains, and the step is permanent. Thanks to this winding technique, extremely tear-resistant fiberglass pipes are obtained.
Note! What is typical is that if the thread is pre-tensioned, the strength of the finished product will also increase because of this, and the risk of cracks during bending will be minimal.
Using this method, pumping and compressing products are produced (they are able to withstand high operating pressures), various load-bearing elements (including supports for power lines), as well as housings for rocket engines.
Fiberglass pipes: production technologies
Fiberglass is a material characterized by a low specific gravity, which has a fairly wide range of applications from housing and communal services to the defense industry. Distinguished by low thermal conductivity (approximately the same as wood), high specific strength (more than steel), moisture resistance, biological resistance and weather resistance inherent in polymers, this material does not have the disadvantages that thermoplastics have. This is one of the least expensive and most accessible composite building materials.
The main costs in the manufacture of fiberglass products, as a rule, are equipment and labor. The second cost item is associated with labor intensity and significant time expenditure. Thus, at present, products made from this material are inferior in price to metal products. This is largely due to the complexity and length of the procedure for gluing fiberglass parts, which results in serious obstacles to mass production. The use of fiberglass is most beneficial in the case of small-scale production. High efficiency of large-scale production is achieved using automatic continuous winding technology.
In the manufacture of fiberglass pipes, the role of reinforcing fibers is usually assigned to roving or glass thread. Epoxy and polyester resins are used as binders. Today, there are two main methods that are used in the manufacture of fiberglass pipes: the continuous winding method and the centrifugal molding method.
The technology of periodic winding, which was adopted from enterprises operating in the defense industry, has not become widespread. This method is usually used in the manufacture of fiberglass pipes with an epoxy binder. Most of the fiberglass pipes in the world are produced using the technology of continuous winding of fiber and a binder component onto a mandrel. After winding is completed, the pipe hardens. It is then removed from the mandrel, tested and sent to the customer.
In this case, the pipe is produced using a “walking” mandrel and a stepwise cooling procedure. The mandrel sectors, which move in the longitudinal direction, move the wound pipe through special furnaces, where preliminary heat treatment is carried out. Next, the pipe is removed from the mandrel. Final hardening is carried out in subsequent ovens. After this, the resulting workpiece is cut using a “diamond” wheel into pieces of the required length.
The technological process for the production of fiberglass pipes consists of layer-by-layer application of glass materials onto a steel mandrel, which are pre-impregnated with a “cold” curing resin. When selecting the type of resin, the properties of the liquid that is planned to be transported through the pipeline are taken into account. The reinforcement scheme is determined by carrying out calculations, which should be performed in accordance with ASTM/AWWA international standards, based on the specified installation conditions and subsequent operation of the pipeline. After polymerization is completed, an inert, monolithic, very strong structure with a wall consisting of several layers is formed. The fiberglass liner (inner wall) provides the required resistance to the influence of aggressive and abrasive media transported through the pipeline, and tightness.
The absolute roughness of the inner wall is 23 µm. The strength layer is designed to provide mechanical strength under the combined influence of external and internal loads during pipeline operation. The function of the outer layer (also called gel coat) is to ensure the necessary smoothness of the outer surface of the pipe, moisture resistance, resistance to chemicals, ultraviolet radiation, and various atmospheric phenomena.
The production line for the production of fiberglass pipes using the continuous winding method includes a roving supply section, an installation designed for preparing the binder, a bath with a binder (through which the roving threads move and are wetted), a winding section equipped with rotation shafts (the diameter of the final product depends on the size of the latter ), as well as bodies that provide control of all equipment.
Fiberglass pipes manufactured using this technology have a number of advantages, including high specific strength, corrosion resistance, low weight, durability (service life up to sixty years without repair), reliability, low installation costs and subsequent maintenance , high maintainability, low hydraulic resistance, a guarantee of maintaining the purity of transported products from an environmental point of view.
The second method for producing fiberglass pipes, centrifugal molding, was proposed by Hobas. The technological process of manufacturing pipes using this technology occurs in the direction from the outer surface to the inner, using a rotating mold. The raw materials for making pipes using this method are chopped glass fiber strands, sand and polyester resin. The named materials are fed to a rotating matrix. As a result, the formation of the pipe structure begins from the outer layer. During manufacturing, filler, glass fiber and solid raw materials are added to the liquid resin. Polymerization of the resin is carried out under the influence of a catalyst. Additional acceleration of this process is achieved through heating. The irreversibility of the polymerization procedure is due to 3-dimensional spatial chemical bonds. Thus, the material fully maintains spatial stability, even if the ambient temperature is elevated.
Fiberglass pipes made using the centrifugal molding method are used in laying sewers, drainage, constructing pipelines that transport drinking and process water, industrial pipelines, hydroelectric power plants, etc.
In addition, it should be noted that such fiberglass pipes can be used using different installation methods. These include: pull-through technology, microtunnel method, above-ground laying method and open-pit laying.
Variety three. Longitudinal-transverse
The main difference is continuous winding - both longitudinal and transverse threads are laid simultaneously. At first glance, the technology itself in this case should be simpler and cheaper, but there is one difficulty - a purely mechanical one. So, the mandrel itself rotates, and therefore the reels must also rotate (those from which the threads are wound). Typically, the larger the diameter of the pipe, the greater the number of these coils will be needed.
Variety four. Transverse-longitudinal oblique layer
The technique was created in Kharkov back in Soviet times and was intended for use in the manufacture of rocket shells. Soon the technology was spread to other countries. The bottom line is that the stacker forms a wide tape, which, in turn, consists of numerous fibers that are impregnated with a binder. This tape is wrapped with non-impregnated thread even before winding - this is how axial reinforcement is created. After laying, each new layer must be rolled with a roller, which squeezes out excess binder and compacts the reinforcement.
This technique has important advantages; let’s look at each of them in more detail.
- The production process is continuous, and the wall thickness can be any (only changing the overlap of the tape is required).
- Finished pipes contain quite a lot of fiberglass (this figure can reach 85 percent; for example, with other methods it is a maximum of 40-65 percent).
- The performance indicator in this case is also quite high.
- Finally, it becomes possible to produce pipes of the largest sizes (theoretically there are no restrictions at all), which depend solely on the dimensions of the mandrel.
Table. The main types of pipes described in the article.
Table. Diameter of casing and pump-compressor products according to GOST.
Table. Diameter of linear products according to GOST.
Key advantages of pipes made of fiberglass
What is the reason for such high popularity of such pipes? Below is a list of the advantages of this material - it is not too long, but each of the points is of great importance.
- The cost of fiberglass pipes is more than acceptable, especially when compared with products made from stainless/high-alloy steel.
- Thanks to one or another reinforcement scheme (all of them were listed in the previous section of the article), it is possible to obtain products that have specific mechanical properties. For example, the first type of winding (spiral-ring) makes it possible to produce pipes that are extremely resistant to high operating pressure.
- Fiberglass is also characterized by excellent resistance to various aggressive environments and corrosion.
- Finally, the material just weighs a little. More specifically, its specific strength is approximately 3.5 times higher than that of steel. Consequently, pipes made of these materials, having the same strength, will have completely different weights.
Equipment for the production of fiberglass pipes
For the production of high-quality fiberglass pipes that meet the most stringent requirements, the use of high-quality and proven technology developed by professionals is of particular importance. Ivanovo Mechanical Plant has its own laboratory, which specializes in research in the development of composite materials.
The scientific laboratory of our enterprise is headed by Pavel Vyacheslavovich Nikolaev.
— Doctor of Chemical Sciences, Professor of the Department of Chemistry and Technology of Macromolecular Compounds, Ivanovo State University of Chemical Technology (ISUCT).
The technology for the production of fiberglass pipes transferred along with the equipment includes:
- compounding technologies,
- technologies for manufacturing fiberglass pipes,
- certification of your products, testing in the laboratory and transfer of a certificate of conformity of your product to GOST.
The technology for making fiberglass pipes is quite simple. The main role is played by roving, used as reinforcing fibers. The binding component in the production of fiberglass pipes is epoxy resins.
The Ivanovo Mechanical Plant line for the production of fiberglass pipes is based on the technology of continuous winding of fiber and binder component onto a mandrel. The technological process using this technology consists of layer-by-layer application of roving, which, passing through a special impregnation bath, is impregnated with “cold” curing resin. After which the movable carriage winds the fiberglass transversely onto a steel mandrel.
After winding is completed, the pipe hardens. As a result, a monolithic and very strong structure is formed, with a wall consisting of several layers. The fiberglass liner (inner wall) provides the required resistance to the influence of aggressive and abrasive media transported through the pipeline, and tightness. After hardening, the finished fiberglass pipe is removed from the mandrel and subjected to testing. Upon completion of which, if necessary, it is cut and sent to the customer.
When producing a fiberglass pipe, it is important to consider its purpose. Depending on the type of liquid for which the pipe will be used, different types of resins are selected. Also, depending on the purpose, different pipe reinforcement schemes are chosen. The choice of reinforcement scheme is made on the basis of ASTM/AWWA international standards.
Fiberglass pipes made using continuous winding technology have a number of undeniable advantages, the main of which are high specific strength, corrosion resistance, low weight, durability (service life up to sixty years without repair), reliability, low installation costs and subsequent maintenance, high maintainability, low hydraulic resistance.
Composite pipe chemical resistance table
| Pos. | Environment name | Normal chemical resistance (X1) | Increased chemical resistance (X2) | ||
| Limit concentration, % | Limit temperature º C | Limit concentration, % | Limit temperature º C | ||
| 1 | Nitric acid | 5 | 25 | 20 | 50 |
| 2 | Phosphoric acid | 54 | 80 | any | 100 |
| 3 | Hydrochloric acid | 10 | 60 | 10 | 85 |
| 4 | Hydrochloric acid | 25 | 40 | 25 | 80 |
| 5 | Hydrochloric acid | up to 25 | — | 37 | 65 |
| 6 | Sulfuric acid | 25 | 50 | 25 | 100 |
| 7 | Sulfuric acid | 70 | 30 | 75 | 40 |
| 8 | Hydrofluoric acid | 25 | 20 | 25 | 35 |
| 9 | Caustic sodium and caustic potassium | 15 | 80 | 50 | 80 |
| 10 | Hexane | 100 | 70 | 100 | 70 |
| 11 | Sea water | — | 60 | — | 80 |
| 12 | Acetic acid | 50 | 40 | 50 | 50 |
| 13 | Chlorine and hydrogen chloride (gas) | — | 50 | — | 100 |
| 14 | Sulphur dioxide | — | 70 | — | 90 |
| 15 | Hydrogen sulfide | — | 80 | — | 80 |
Areas of application
The main areas of use of polypropylene pipelines are household and municipal services, food and chemical industries. In everyday life they are used for:
- Cold water supply indoors. For these purposes, a conventional PP pipe is used, in which there is no reinforcing layer. However, the use of pipes with fiber in pipelines with high pressure, which is present in networks of multi-storey buildings, cannot be ruled out.
- In hot water lines. PP pipe reinforced with glass fiber is better than others in terms of its technical characteristics and is suitable for intra-house hot water supply networks. It is the optimal choice in terms of price-quality ratio and can withstand a maximum service life at standard pressure and water temperature in the system.
- In heating system pipelines. It is worth noting that polypropylene heating pipes with fiberglass reinforcement are recommended for use in heating systems for both municipal and domestic purposes no higher than 80 ºC and a pressure (PN) of 20 or 25 bar. But not every individual heating system operates with a coolant having a heating temperature of 80 or 90 °C.
Rice.
4 Types of PP pipes with fiberglass reinforcement Heating in a private house from polypropylene pipes - nuances, calculations. The article describes in detail which pipes are best to use for heating, polypropylene pipes, pipe diameter, methods of laying and connecting to batteries, and so on...
Physical and operational properties
In everyday life, a fiberglass-reinforced PP pipe is used as a heating pipe to supply heating fluid and hot water - this imposes certain restrictions on its physical characteristics and dimensional parameters. Main properties of glass fiber reinforced PP pipes:
- Random polypropylene copolymer PP-R, from which PP heating pipes are mainly made, can withstand temperatures up to 165 °C. In this case, the operating temperature of the environment at which the material can function throughout its entire operational life of 50 years should not exceed 80 °C.
- The polypropylene pipe reinforced with glass fiber is designed for operation at a nominal pressure PN of no more than 20 bar. Some manufacturers (Russian-Italian Valtec) produce PP pipes for 20 bar with a red fiberglass sheath and for 25 bar with sulfur.
- Glass fiber-reinforced PP pipes are connected by soldering, using special soldering irons for polypropylene pipes. The inner and outer shells of the two parts being soldered are heated at a temperature of + 260 °C and joined together. As a result of the mutual diffusion of polymers, a strong and reliable connection is formed. To switch to metal, any production, simultaneously with pipe products, produces a wide range of fittings, many of which are soldered with threaded brass bushings.
- The thermal conductivity coefficient of glass fiber PP pipes is relatively low and amounts to 0.25 W/m °C.
Rice. 5 Areas of application for glass fiber PP pipes from Valtec
- The standard sizes of PP pipes reinforced with glass fiber are determined by their outer diameter from the standard range of 20, 25, 32, 40, 50, 63, 75, 90 and 110 mm.
- The guaranteed and standard service life of PP pipes with fiberglass for heating is at least 50 years, provided they are used in a working environment with the temperature parameters for which they are designed (no more than + 80 ° C).
- The main disadvantage of PP pipes is the high coefficient of linear expansion, reaching up to 9 cm per 100 meters of pure polypropylene. Since the additional layer is a mixture of glass fiber and PP, linear expansion is not significantly affected. Pipe reinforced polypropylene elongates a little less (by 2 - 3 cm) when a 100 m section is heated.
- Like the vast majority of polymers, polypropylene does not tolerate direct solar radiation. To protect against ultraviolet radiation, it is painted in gray, green, and black colors.
- Also, the disadvantages of polypropylene include its high oxygen permeability, which can be harmful for pipelines and heating equipment with parts containing iron alloys.
Rice. 6 Soldering equipment for polypropylene
EQUIPMENT FOR COMPOSITE WINDING
Winding machines – equipment for composite winding of high and low pressure cylinders, fiberglass and basalt plastic pipes, composite products for the military, nuclear and oil and gas industries.
Composite winding is a technological process for the production of products by laying a thread (roving) impregnated with a thermosetting resin made of glass, basalt, coal or organic compounds on a rotating mandrel.
In structures made by the winding method, the direction of the acting stresses can be varied. This makes it possible to design structures in which the material is used with a high degree of efficiency.
The basic winding process lends itself to a high degree of mechanization and automation, which is economically advantageous in production. During winding, radial cross layers are formed, the interaction of which forms a strong structure. High precision of fiber placement on the mandrel is achieved by using equipment with modern CNC systems.
The range of machine tools and technological equipment produced by our company allows us to solve many complex problems. CNC winding machines offered for delivery can be of several types:
| Winding machines for laboratory use and small-scale production. Lightweight CNC winding machines RPN-200F3 and RPN-250F3 are designed for laboratory and small-scale production of pipes, conical products, mesh structures and cylinders of small (up to 3000 mm) length and small (up to 300 mm) diameters. |
| Winding machines for the production of cylinders of medium (up to 4500 mm) length and medium (up to 600 mm) diameter . These are models RPN-400F3, RPN-600F3. |
| Winding machines for winding pipes of medium and small diameters operating under high and medium pressure, as well as non-pressure pipes using a longitudinal-transverse oblique-layer winding device. The RPN-500F3 model, thanks to its modular design, has the ability to wind pipes from 1000 mm to 13 meters in length. |
| Winding machines for winding pipes of large, medium and small diameters , operating under high and medium pressure, as well as non-pressure pipes using a longitudinal-transverse oblique-layer winding device. The RPN-800F3 model, thanks to its modular design, has the ability to wind pipes with a length of 1000 mm to 13 meters. |
| High-performance double-spindle winding machines for serial production of cylinders and pipes. The model range of RPN2 machines (RPN2-400F3 of various modifications, RPN2-550F3) has two spindles and 3-5 coordinates for high-quality laying of material. |
| High-performance machine for winding containers with a diameter of up to 1500 mm and a length of up to 6000 m. model RPN-1500F3 |
| High-performance machine for winding containers with a diameter of up to 1500 mm and a length of up to 6000 m. model RPSN-1500F3 with combined winding technology. |
| Machines for winding containers or cylinders of large (up to 3000 mm) diameter . The large-sized 4-axis CNC winding machine RPN-3000F3 is designed for radial cross winding of fiberglass, metal-composite containers and products of complex shapes. The machine is equipped with an electromechanical mechanism for longitudinal movement of the tailstock, as well as a mechanism for transverse movement of the front and rear headstocks for winding products of various diameters. |
| Machines for “dry” winding with tape, fabric or pre-impregnated prepreg . The RLN-800F3 CNC winding machine is designed for radial winding of products with prepreg, tape, rubber or non-woven bandage. Winding of both cylindrical and conical products is possible. The design of the machine allows the installation of tracts equipped with a slot furnace for heating the prepreg, a bath for wetting the unidirectional tape, pretensioners for winding rubber and a winding device for working with bandages for pressing raw rubber. |
| Machines for winding bends of the RNO model range. |
Each machine is equipped with a drawing path, a material feeding device (creel or automated drum device) and is a complete device for the composite winding process.
Each machine is supplied with software and mathematics for generating control programs (CPM) at the technologist’s workstation under Windows OS (98, XP, Vista, 7, 8, 10). The CAD programmer-technologist is linked to the geometric characteristics of the machine and provides, through dialogue, the creation of a control program for winding a pipe, cylinder, ball, container and products of complex shapes.
We also supply related equipment: polymerization ovens with program control, thermostats, capstans-pullers of finished products and other technological equipment.
Fiberglass pipe – installation
The installation of polypropylene pipes with fiberglass reinforcement is no different from conventional ones - to connect individual sections, fittings and fittings, the soldering method is used at a temperature of 260 °C.
Each manufacturer of fiberglass polypropylene pipes produces a wide range of shaped parts for soldering work. These include couplings, adapters from small to large diameter and from polypropylene to threaded brass, corner bends, tees, shut-off ball valves and a number of other shaped elements.
It is worth noting that for welding fiberglass-reinforced polypropylene pipes, the same fittings are used as for soldering conventional pipes; all fittings are universal.
There are two main types of soldering units for joining polypropylene: sword-shaped and rod-shaped. To work with large-sized elements, disc irons of large diameters are used. Although the price range of soldering irons is quite wide and the market is saturated with a large number of not very high-quality Chinese devices, a good Turkish-made device for semi-professional and household use can be purchased for only 3,000 rubles.
Rice. 7 Fittings, fittings and fittings for soldering polypropylene
Methods for connecting pipes during installation
Connecting fiberglass pipes can be done using several technologies:
- A socket pipe is the easiest to install; joining such pipes is practically no different from laying PVC sewer pipes. Sequential installation is used, in which one pipe is inserted into the socket (expansion) of another.
- The flange connection is also quite well known. For this purpose, fiberglass pipes have a special ring (flange) at the ends with holes for fasteners.
- Coupling connections can be used for all types of pipes. It is possible to create both removable and permanent connections. The latter types include the installation of couplings using special adhesives.
- The yoke connection is a type of coupling connection. It is a detachable device for joining pipes, which is tightened with bolts after installation.
- In addition, threaded and screw connections of fiberglass pipes are used.
Features of marking protective coatings
Depending on the characteristics of the protective coating and, accordingly, on the purpose of the products, manufacturers of fiberglass pipes use the following marking symbols.
Water pipes intended for water supply networks, including for supplying drinking water, are marked with the letter P.
The letter G in the name indicates that these pipes can be used in hot water supply systems in which the energy carrier temperature does not exceed 75 degrees.
Pipes intended for transporting chemically active liquids and gases are marked with an X.
Liquids, which may contain various abrasive inclusions, must be pumped through pipes marked with the letter A.
The most versatile products, which can be used for almost all purposes, are marked C. Such pipes, among other things, are resistant to liquids of varying acidity.
All basic qualities of fiberglass pipes depend on the composition and thickness of the protective coatings. This layer on various pipes can reach 3 mm.
Marking of fiberglass pipes
Some advantages of fiberglass pipes
A pressure main installed from such pipes is practically eternal.
The fiberglass pipeline boasts:
- High strength.
- Low coefficient of thermal expansion.
- Possibility of installation without the use of special welding equipment.
- No need for anti-corrosion coatings.
- Possibility of operation in extreme climatic conditions.
- The guaranteed service life is within 50 years, the actual one far exceeds this value.
All these qualities make fiberglass pipes a very promising material that definitely has a future. The volume of use of such products when laying highways is growing every year. An important role in this is played by the low cost of maintaining and servicing fiberglass pipelines, which makes its use economically feasible for various purposes.
Marking of polypropylene pipes with fiberglass
Polypropylene pipes reinforced with glass fiber are marked by leaving a longitudinal symbol strip on the outer shell.
It is worth noting that the order of arrangement and the presence of certain symbols differ among different manufacturers due to the lack of uniform standards. But any marking necessarily contains the dimensional parameters of the product and its pressure characteristics. Decoding of alphanumeric symbols in order of arrangement:
- Logo, trademark of the manufacturer.
- Product brand name
- Material of manufacture. Usually they use the standard designation - PP-R/GF/PP-R or PPR-GF-PPR (sometimes PPR-GF), where - PP-R - random propylene copolymer; – GF – inner layer made of a mixture of polypropylene and fiberglass.
- SDR is a standard diameter to wall thickness ratio.
- S – pipe series, shows the ratio of the outer diameter to the wall thickness. The indicator duplicates SDR and is related to it using the formula S = (SDR-1)/2.
- MRS – minimum long-term strength. It shows at what pressure the pipe can be guaranteed to serve a service life of 50 years, provided that it transports a working medium with a temperature not exceeding 20 °C.
- PN – nominal pressure, consists of the indicated symbol and number.
- Product diameter and wall thickness.
- The operating class is usually assigned to products from domestic manufacturers: – 1 – the product is designed for operation in hot water supply networks at a working environment temperature of no more than 50 °C. – 2 – for use in hot water supply lines at water temperatures up to 70 °C. – 3 – the product is suitable for use in low-temperature radiator heating with a heating fluid temperature of no more than 50 °C. – 4 – the pipe is intended for use in high-temperature radiator heating with a coolant temperature of up to 70 °C. – 5 – the product is designed for use in underfloor heating at a working environment temperature of no more than 90 °C. – ХВ – the pipe is intended for use in cold water supply networks.
- Specifications, normative document or standard.
- Factory information: shift, batch, production date.
- Product barcode.
- Country- src=»https://ProUteplenie.com/images/wp-content/uploads/2020/06/truba-steklovolokno-16.jpg» class=»aligncenter» width=»1000″ height=»561″[/ img]
Rice. 9 Examples of marking PP pipes
Autonomous heating system for a private house - a complete guide . How to properly organize an autonomous heating system, what materials and equipment to choose, how to organize everything correctly, what documents will be needed.
Installation of fiberglass pipes
The connection of such products is carried out in the same way as conventional plastic pipes.
There are three ways to fasten products:
- Using threaded fittings.
- Using cold welding (that is, special glue).
- Thermal welding (soldering).
The first option is made as follows: the end of the pipe is pulled onto the fitting of the connecting element and crimped in a circle with a mounting nut. The connection is not inferior in reliability (strength and tightness) to the third method; it can be used even when constructing pressure-type pipelines. The only drawback is that if you apply excessive force when tightening the mounting nut, it can simply burst.
In the case of cold welding, the glue used ensures quick creation of the joint, but not reliability. When installing, an adhesive composition is applied to the inner surface of the polypropylene coupling, then the end of the pipe to be connected is inserted there; the connection is held motionless for some time so that the glue has time to harden.
When welding using a welding machine, the surfaces of the pipe ends and couplings are heated; after joining they form a single polymer mass. This connection is the most durable and airtight.
In general, the use of fiberglass reinforced pipes is completely justified, convenient and profitable from an economic point of view.
trubaspec.com
Manufacturers
It is worth noting that due to the continuous development of modern technologies, glass fiber reinforced polypropylene is gradually losing its position. The same can be said about regular PPR polypropylene.
The world's leading manufacturers of pipe products are switching to the production of heat-stabilized polypropylene, which can withstand high temperatures without additional reinforcement. And glass fiber was replaced by basalt.
The market for glass fiber reinforced polypropylene pipes is dominated by Russian and Turkish manufacturers.
Fiberglass pipes are produced by domestic companies Valtec, Rosturplast, Politek, Valfex.
Also on sale are products from a manufacturer from the Czech Republic under the Fv Plast brand.
High competition for Russian companies comes from a number of Turkish companies that supply the market with inexpensive and high-quality goods.
Turkey is represented by companies with fairly well-known brands that produce a wide range of products (Kalde, Pro aqua, SPK), as well as companies specializing in the production of pipe products made only from polypropylene (Berke Plastik, Tebo).
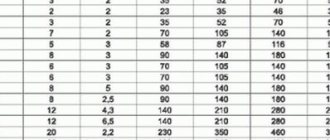
Rice. 10 Cost of reinforced 25 mm pipes from different manufacturers
Fiberglass-reinforced pipes are better suited than others for laying hot water supply communications and low-temperature heating systems in individual houses. Their advantages are low cost, ease of installation, and long service life.