Polymer pipes used in domestic hot and cold water supply and heating have almost completely replaced metal pipelines from use. One of the most common types of polymers is metal-plastic pipes, which are widely used in all household areas.
Any consumer who decides to use pipe products made of metal-plastic (MP) in their communications will be faced not only with a significant difference in their cost, but also with a wide range of manufacturers of these products. In order to avoid making mistakes when choosing metal-plastic pipes, it is useful to study their physical and operational parameters and become familiar with the main manufacturers of high-quality products.
Rice. 1 Examples of using MP pipes
Areas of application of pipe metal plastic
In households, metal-plastic pipes are used in the following communications:
- For transporting coolant in heating circuits and supplying it to radiator heat exchangers.
- In cold (CW) and hot water supply (DHW) systems. It is worth noting that MP pipes are used quite rarely for supplying cold water due to economic infeasibility.
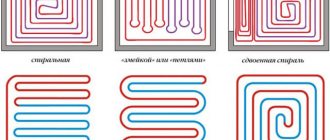
- In underfloor heating systems when laying pipeline circuits under the screed.
- In piping borehole pumping equipment.
- In air conditioning systems for draining condensate outside the premises.
Materials for manufacturing plastic pipes
Any metal-plastic pipe is made of polyethylene (PE) with a modified molecular lattice. It also necessarily uses an aluminum layer and has another outer shell made of ordinary or converted polyethylene.
Rice. 2 Physical characteristics of PEX in comparison with other types of PE
For the production of MP pipes, the following modifications of polyethylene are used:
Stitched PEX. The polymer got its name (PE - PolyEthylene, X - Cross-linked) due to the cross-links between molecules in its structure.
This is achieved by introducing chemical reagents into the polyethylene mass or irradiating it with a directed beam of electrons (chemical or physical cross-linking). As a result, a hydrogen molecule is separated from the crystal lattice, and the resulting free bond is used to cross-connect polyethylene chains.
During chemical cross-linking, stabilizing chemicals that catalyze the foaming process and transform the molecular lattice are added to the mass of high-density polyethylene LDPE (low-density LDPE) while simultaneously heating it. The output is an elastic material with a closed fine-porous structure (less than 1 mm) and a rough surface.
During physical cross-linking, the main raw material is also high-density polyethylene (HDPE), to which foaming, catalyzing, stabilizing and other reagents are added. The finished extruded pipe shell is irradiated with a beam of fast electrons generated by the emitter and passing through the accelerator system (accelerator).
The output is an elastic product with small closed pores and a smooth surface.
Rice. 3 Peroxide cross-linking process
According to production technology, the following methods and, accordingly, brands of cross-linked polyethylene are distinguished:
REH-A. The method of its production is to heat low-density polyethylene LDPE in an environment of peroxides - chemical substances containing two oxygen atoms (for example, sodium peroxide Na2O2).
Peroxides abstract hydrogen molecules H from molecular chains, and the resulting free bonds are used for cross-linking (Fig. 3).
The result is polyethylene, bearing the designation PEX-A (PE-Ha) with a degree of cross-linking of up to 90%.
Pipes made from PEX-A have the best physical characteristics, hold their shape well (they immediately straighten when unwinding the coil), and are not subject to creases.
PEX-B. This is the designation of the technology for producing cross-linked PE by adding water and organosilanides to its mass - silicon molecules Si with organoradicals, the most used of which is vinyl trimethaxyloxane (H2C=CH)Si(OR)3) with catalysts.
The technical process (Fig. 5) consists of two stages. First, the polyethylene mass is heated to high temperatures, converting the silanides in it into active radicals. They replace atomic hydrogen H in the molecular chain of polyethylene.
When a material is treated with hot water or steam, radicals take away an oxygen molecule from it, forming a stable hydroxide. Thus, the spatial molecular lattice of polyethylene is formed due to cross Si-O bonds.
Silane cross-linking provides about 80% of the longitudinal bonds; the pipe’s strength characteristics are practically not inferior to peroxide, but it recovers more slowly and has less elasticity.
PEX-S. This is a method of cross-linking PE material with a stream of charged particles, which are electrons or hard gamma radiation from the use of radioactive cobalt (Co60).
Usually they use a safer method of beam irradiation with high-energy electrons, which are obtained from a cyclic industrial accelerator - a betatron. Electrons knock out hydrogen H from the molecular structure, as a result, carbon atoms C are cross-linked with each other (Fig. 4).
The process occurs during the processing of a finished product; as a result, cross-links are formed in only 60% of the molecular chains of polyethylene. In addition, due to the different distances of the pipe walls from the radiation source, uneven cross-linking is observed.
Tubular products obtained using PEX-S technology are not very elastic and are prone to creases.
Rice. 4 Electronic cross-linking
Related article:
Polypropylene pipes - types and technical characteristics . It is possible that while reading about metal-plastic pipes, it will also be interesting to learn about polypropylene pipes used for laying plumbing and heating systems. Types, sizes, connection and installation options, all this is in a separate article.
PEX-D. Cross-linking using nitrogen-containing reagents, due to the complexity and high cost of production and an insufficiently high degree of cross-linking (about 70%), has not become widespread in industry, and therefore is not used by any manufacturer of pipe products.
From the methods considered, it is not difficult to come to the conclusion that peroxide technology has the best crosslinking result of 90% compared to other technological processes: nitrogen (PEX-D, 70%), silane (PEX-B, 80%), radiation crosslinking (PEX-S, 60%). Therefore, in almost all PEX pipes, where flexibility, elasticity and at the same time high strength and temperature characteristics of the material are of great importance, PEX-A polymer is used.
As for MP pipes, due to the presence of a rigid aluminum shell, the elasticity and flexibility of cross-linked polyethylene does not play as important a role as in products made from pure PEX. Therefore, many manufacturers use cheaper crosslinking technologies in their pipe products without any noticeable loss of quality compared to PEX-A polymer.
Structural design of metal-plastic pipes
The standard design of any metal-plastic pipe is an inner aluminum shell surrounded inside and outside by polyethylene walls. To avoid delamination, all shells are glued together. Depending on the manufacturer and the wall section, the thickness of the aluminum layer ranges from 0.15 to 1.2 mm. The longitudinal connection of the ends of the aluminum sleeve is made using different technologies, this can be laser, ultrasonic or argon-arc TIG welding.
Also, the outer PE shell differs from one manufacturer to another. For example, the well-known German concern Rehau produces it from ordinary polyethylene (wall structure PEX/AL/PE), and the Russian-Italian company Valtec makes the outer and inner layers of polyethylene with varying degrees of cross-linking (shell structure PEX/AL/PEX). The percentage difference in the degree of crosslinking of polyethylene is 65% from the inside of the pipe shell, about 55% from the outside.
Rice. 9 Technical characteristics of MP pipes using the example of Uponor MLC
Related article:
Rehau pipes - description, characteristics, fittings, installation . You can read more about the advanced metal-plastic pipes of the German company Rehau in a separate article. Types of pipes, scope of application, differences and characteristics, methods of their installation and installation options.
Specifications
The main operational parameter of any metal-plastic pipe is traditionally considered to be the working diameter. The most popular in private construction are products with a diameter of 16, 20 and 26 mm.
Note! Here and further, unless otherwise stated, we are talking about the outer diameter of the pipe.
For highly specialized tasks, products with a diameter of 32, 40 or 63 mm are often used. Pipes are supplied from the factory in coils of 50-200 meters, but in stores you can easily purchase the required amount of metal-plastic (as a rule, the cost is indicated per linear meter of the product).
We recommend that you familiarize yourself with: Polyurethane foam pipe in a galvanized shell (PPU OTs) to minimize heat loss
Other technical characteristics include product weight, wall thickness and capacity per linear meter:
- The weight of a metal-plastic pipe directly depends on the diameter of the product and is indicated per linear meter. For example, for 16 mm products the value is 115 g, and for 20 mm it is already 170 g.
- The wall thickness is also directly proportional to the diameter. A pipe with a diameter of 16 mm has a wall thickness of 2 mm, and for 20 mm products - 2.25 mm. The thickness of the aluminum layer varies from 0.2 to 0.24 mm.
- Each linear meter of a pipeline with a cross-section of 16 mm contains 0.113 liters of the working medium, and a 20-mm product – 0.201 liters.
Limitations on operating temperature and pressure are assumed to be the same for metal-plastic pipes of any size. If the media pressure does not exceed 10 bar, operation with temperatures from 0 to 95°C is allowed. The working environment with pressure over 25 bar should not have a temperature exceeding 25°C.
The maximum possible media temperature is limited to 120°C. With prolonged exposure to such temperatures, the adhesive layer of the pipe begins to soften, which can result in failure of the entire system.
It is important! If temperature and pressure indicators do not change during operation, manufacturers guarantee a service life of the finished pipeline of at least 50 years.
There are a number of other indicators that, however, will be of some interest only to specialists:
- The surface roughness coefficient of the material is 0.07.
- The thermal conductivity coefficient of the product is 0.43-0.45 W/m*K.
- The coefficient of thermal expansion is 0.26 * 10-4 for each degree of temperature. The value is so small that at operating temperatures of the carrier it can be ignored.
- Oxygen diffusion is completely absent.
All listed parameters are indicated in the average version. It is worth understanding that from different manufacturers their values may vary slightly in one direction or another.
We recommend that you read: How to assemble and install a chimney from a sandwich pipe for a bathhouse with your own hands
Metal-plastic pipes - technical and operational characteristics
Plastic pipes are produced by different manufacturers with characteristics that have slight differences. If we consider the pipe products of the German concern Rehau, the parameters of which many companies are guided by, then it has the following technical and operational parameters:
- Like all polymers, metal-plastic pipes are resistant to corrosion and a wide range of aggressive chemicals.
- The service life depends on operating conditions (pressure and temperature of the working environment), and is at least 50 years at a supply fluid temperature of no more than 20 °C.
- The maximum temperature of the transported working fluid of MP pipes is 95 °C.
- The maximum pressure of the working medium is 10 bar.
- The aluminum barrier prevents oxygen permeability.
- The coefficient of linear thermal expansion is about 0.026 mm/(m•°C).
- The outer dimensions of the pipe shell correspond to the standard number range of 10, 16, 20, 25, 32, 40, 50, 63, 75, 90 and 110 mm. Some companies produce pipe products with an outer diameter of 14, 16.2, 17 mm.
- MP pipes with a diameter of 25 (32) mm and less are produced in coils, as well as in rods ranging in size from 32 (40) mm.
Rice. 10 Press fittings and their installation technology
Structure of a metal-plastic pipe
All metal-plastic pipes, regardless of the manufacturer, are five-layer systems glued together into a single pipe structure.
- The inner main layer of the pipe provides the main operating parameters of the product in terms of pressure and temperature.
- The middle layer consists of aluminum foil glued with high-quality adhesives that have good adhesion to composite and aluminum.
- The outer, final layer is protective from external environments and decorative for applying identifying markings.
Structure of a metal-plastic pipe
Installation technologies
For the installation of pipelines made of elastic cross-linked polyethylene, technology using fittings and tension couplings is used. When connecting a fitting to a PEX pipe, its walls are expanded with a calibrator for metal-plastic pipes, a fitting fitting is inserted inside and a sleeve is pulled over it using a special hand or electric tool through the pipe wall.
However, the presence of a rigid aluminum shell in MP pipes makes this method of joining them unacceptable, so other methods are used to connect them.
Press fittings
Press fittings are the main technology for installing metal-plastic pipes. A standard press fitting has a built-in outer sleeve with a standardized distance to the surface of its support fitting.
No. 10. Fittings for metal-plastic pipes
The connection of individual sections of the pipeline is ensured through the use of special fittings. Of course, the topic of choosing suitable fittings requires more detailed consideration, but we will focus on the main types of connections and their features.
So, fittings for metal-plastic pipes come in the following types:
- split fittings are also called split fittings, threaded fittings and collet fittings . They are more expensive than others, they can be assembled and disassembled several times. The body of this fitting is made of brass; fixation is ensured by a ferrule and gasket. In general terms, the installation process looks like this. Markings are applied to the pipe, cutting is carried out with a special device and the pipe is calibrated (necessary to restore its shape). Then the union nut and fitting collet are placed on the pipe, and the fitting body is inserted into the pipe until it stops. All that remains is to screw the union nut onto the fitting, put the union nut on the other pipe and connect the elements (illustrated in the video). This connection is used to organize cold water supply ; for heating and hot water this is not the most suitable option - after 2-3 years you may notice a leak. Of course, the connection can be tightened, but all this is for the time being, i.e. until the thread resource is exhausted;
- compression (crimp) fitting much easier to install, it consists of a fitting and a union nut, which are secured with a ferrule. Such connections are suitable for systems cold water supply, but can also be used for water pipes with hot water;
- press fittings – the best option for building heating systems. Such fittings have a complex design, but allow you to create the most reliable connection that can easily withstand changes in temperature and pressure. Installation of such fittings is carried out using special press machines, which are expensive.