The draft sensor of a gas boiler is a basic protection element that is responsible for monitoring and transmitting information in the form of an electrical signal when the minimum permissible draft in the combustion chamber of the boiler decreases.
Its primary task is to create safe operating conditions for boiler equipment. The removal of flue gases generated during gas combustion depends on the correct organization of air exchange in the combustion space and smoke exhaust ducts. At zero draft, carbon monoxide will move into the room, posing a threat to the life and health of others. The place of installation of such a protective device is most often chosen to be a smoke hood located in the smoke trap, or it is placed in an empty area between the smoke exhaust duct and the boiler body.
Sensor for a boiler with natural circulation Sensor for a boiler with forced circulation Draft sensor - pneumatic relay
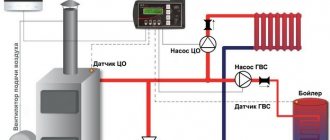
Automation of a gas heating boiler
The main thing that owners need to follow when using explosive equipment, which includes a gas-flame boiler unit, is the rules of safe operation. In accordance with the requirements of PB 12.368.00, all gas units are required to be equipped with automatic safety systems; the list of regulatory control parameters includes a draft sensor.
Modern automatic systems warn boiler owners about the flame breaking off in the piezo igniter, the accumulation of gas in the boiler and the room, in order to protect the room from possible accumulation of explosive gas. Automation performs this work using primary devices - draft sensors of heating gas boilers. The basic principle of their operation is the generation of an alarm signal, sending it to the actuator to disconnect the boiler from the gas main, and promptly informing users about the reasons for the shutdown through sound and light alarms.
The main sensors responsible for the safe operation of the gas boiler:
- By vacuum or draft, for boilers with natural circulation: 20-30 PA or 2-3 mm of water. Art.;
- by external/internal ambient temperature, C;
- according to the temperature of the supply coolant, C;
- by the presence of a torch in the firebox;
- according to the minimum/maximum permissible coolant pressure, atm.
Regulating the vacuum in the boiler furnace - a modern approach
The article discusses the issue of constructing a system for automatic control of vacuum in the boiler furnace based on modern microprocessor automation tools using a frequency converter-inverter in the control loop. A method of gradual transition from the existing system to the proposed one is proposed.
The implementation of this system will significantly reduce the energy consumption for the drive of the smoke exhauster of the boiler unit, which operates most of the time in regulating mode.
This solution is proposed for implementation on boiler units of low and medium power.
Introduction
The government's calls for careful use of energy resources and the introduction of energy-saving technologies look at least strange for a country that has embarked on a market economy. A market economy based on fierce competition assumes this “default” approach. However, the Slav brothers, stubbornly adhering to the principle “until the thunder strikes,” are waiting in the wings. Finally, it came (“there would be no happiness:”).
Immediately there were calls for urgent action, summer seminars are already being organized in Yalta, etc. However, some solutions lie on the surface. As my long-time acquaintance, an inventor, said: “When I walk around the territory of the plant (workshop...), it seems to me that I am walking along banknotes.” Quick results in the field of heat power engineering can be achieved by paying due attention to the vacuum control circuit in the furnace of the boiler unit.
Even in the technical literature of 30 years ago, speed control was proposed as one of the possible ways to regulate the vacuum in the boiler furnace, either by changing the speed of the smoke exhauster using hydraulic couplings, or by changing the rotational speed of the electric drive. This method has been shown to be the most economical.
The appearance of frequency converters-inverters on the market created the conditions for the implementation of a long-standing technical idea.
1.1. Characteristics of the control section
The object of vacuum regulation is a sequentially located furnace (combustion chamber) and gas ducts to the suction pipes of the smoke exhauster. There is a small vacuum of 2-3 mm. water Art.
(20-30 Pa) in the upper part of the combustion space is necessary for the stability of the torch in the combustion zone, to prevent the combustion products from being knocked out of the boiler and indirectly characterizes the material balance between the fuel oxidizer air and the exhaust gases-combustion products. The input control effect is the flow rate of the exhausted flue gases, determined by the performance of the exhaust fan.
An external disturbing influence is a change in the air flow supplied to the furnace when the thermal load of the boiler unit changes. Internal disturbances are violations of the gas-air regime.
The dynamic properties of the controlled object are characterized by the absence of delay, low inertia (time constant of the order of 5-10 seconds), and self-leveling. A special feature is fluctuations of the controlled value around the average value with an amplitude of 3-4 mm. water Art. (30-40 Pa) with a frequency of several hertz. Such low-frequency oscillations are caused, in particular, by pulsations of fuel and air consumption; in addition, the combustion process itself is a source of high-frequency oscillations (100-150 Hz), individual low-frequency modes of which can resonate.
1.2. Methods of regulation
The regulatory effect can be carried out by changing the performance of the smoke exhauster:
- changing the position of multi-axis throttle valves (curve 1 in Fig. 1);
- changing the position of the guide vanes (curve 2 in Fig. 1);
- speed regulation (curve 3 in Fig. 1);
It is clear from the graphs that at loads other than 100%, the most economical is the high-speed method of implementing the regulatory effect.
From the point of view of the structure of the control loop, the most widely used is a single-loop circuit with a pulse control unit, which, together with a constant speed actuator, implements the PI law in pulse mode.
However, it is worth noting that the control circuits for the fuel-air ratio and vacuum are physically connected through the control object, therefore, when the boiler operates in regulating mode (i.e., with frequent changes in the boiler load), a change in air flow to maintain the ratio with fuel upsets the balance of material flows and To prevent such a situation, a pre-emptive vanishing signal from the air regulator is introduced (real differentiation of the output signal of the air regulator).
1.3. Existing technical means of vacuum regulation
As a rule, the following automation equipment is used for low and medium power boilers:
- sensor - differential draft meter DT-2-50 (-100, -200, -300) produced by Moscow Thermal Automation Plant, Russia (MZTA);
- control unit RPIB (discontinued from MZTA), R25.1.2 (discontinued from MZTA), RS29.1.12 (MZTA) and its other models with differential. transformer input (available) or Ukrainian equivalent UKR01.1.12;
- actuator MEO-250/25-0.25-R-87 with a three-phase motor (there may be other models depending on the performance of the smoke exhauster) - manufactured by Cheboksary Actuator Mechanism Plant, Russia (ZEiM).
If it is necessary to carry out a dynamic connection between the fuel-air ratio and vacuum circuits, a dynamic connection kit KDS (MZTA) is used.
As you can see, the entire complex of technical equipment is produced in Russia. The viability of such a complex is due not only to the conservatism of the operators, but also to the presence of a powerful market of so-called “illiquid assets”, the life of which is predetermined.
Gas boiler draft sensor: operating principle
In the chimney system of a boiler unit, draft is required for the natural removal of carbon monoxide through the chimney into the atmosphere. The operating principle of the draft sensor (DT), regardless of its modification, is based on monitoring the exhaust gases from the boiler. Typically, the normal draft for boilers with natural circulation is considered to be: 20-30 PA or 2-3 mm of water. Art.
At higher readings, the velocity of the flue gases will be so high that it can tear the flame away from the burner device.
And, conversely, at lower vacuum levels, flue gases enter the boiler room. Operating parameters for setting the DT are set by the equipment manufacturer. If they are violated during operation of the boiler, the sensor transmits an alarm signal to the control unit, after which the shut-off solenoid valve will shut off the gas supply to the burner device and the coolant heating process will stop.
In boilers with natural circulation, the speed and temperature of the flue gases are recorded, and in boilers with forced circulation: air pressure after a centrifugal fan or vacuum created by a smoke exhauster.
Turbine boilers
A turbocharged boiler is a unit with forced air circulation, made in the form of a closed combustion chamber. In it, the primary DT device consists of a pneumatic relay with a membrane that is highly sensitive to the pressure in the furnace created by a centrifugal smoke exhauster and fan. The membrane bends under this influence and sets the working contacts to the “closed” position. When the thrust value drops below the permissible size, the microswitch opens the contacts.
Such boilers have a fundamentally different circuit for triggering the diesel protection, in relation to boilers with natural circulation; it actually controls the centrifugal turbocharged unit of the boiler - the fan.
Such converters operate based on the presence of an acceptable vacuum in the firebox and consist of a 3-contact group:
- Contact element COM;
- in the normal position “open” (NO);
- in the normal position “closed” (NC).
Boilers with natural draft
An atmospheric boiler is a unit with an open combustion chamber; the movement of flue gases occurs due to the vacuum in the combustion chamber, which is created by the flue gases as they move through a pipe into the atmosphere. This sensor has a significant difference from a diesel boiler with a closed firebox. It is designed in the form of a thermal relay with a bimetallic plate that responds to temperature changes. In the bulk of such boilers, the diesel engine additionally implements the function of a safety thermostat to control the temperature regime of gases leaving the boiler.
The operating principle of a diesel boiler unit with natural circulation is based on changing the position of the bimetallic plate according to the ambient temperature. When operating on main gas fuel, this range is from 70 to 1000 C, and when using liquefied fuel - from 70 to 1500 C. If the draft is disrupted, the flue gases will heat up, which will be detected by the primary device. The diesel engine will send a modified signal to the shut-off solenoid valve, which will also cut off the gas supply. The unit can restart after the combustion chamber has cooled.
Reasons for the operation of a gas boiler draft sensor
Often, frequent operation of a diesel boiler unit occurs after the installation of new equipment. In an area of residence where powerful wind loads dominate, the primary cause of its operation may be the capture of wind into the chimney. For such situations, it is necessary to place a special draft stabilizer on the pipe.
Prerequisites for traction failure causing DT activation:
- A draft stabilizer is not installed on the chimney to protect against blowing air masses in strong winds;
- violation of the design of the installation of a chimney system or incorrect calculations of the characteristics of flue flues;
- frequent occurrence of blockages in pipes and channels - installation of a protective cap is required;
- diesel engine failure due to dirty control elements, the presence of soot on their surface, which occurs when gas is burned;
- malfunction of the blower fan or smoke exhauster;
- unbalance of the control controller.
How to check the traction sensor
A break in the contact groups of the diesel fuel is recorded by the boiler safety automatics as an error in the smoke exhaust system and is displayed on the monitor of the working panel of the unit with a yellow LED indicator.
In the case when the modification of the boiler does not provide for the installation of a working screen, then it is possible to check the damage to the draft sensor of a floor-standing gas boiler by external symptoms. For example, when the boiler unit is often switched off and can be started up after all its heat transfer elements have completely cooled.
In order to diagnose the functionality of the meter and make sure that false reasons for stopping the boiler equipment are caused by its malfunction, it is recommended to try one of 3 methods:
- Before checking the draft sensor of a gas boiler, you need to fix a small mirror at the location of the meter, and the mirror should not fog up when the boiler equipment is under operating load.
- Close the chimney opening approximately 1/2, if the diesel engine is triggered, the boiler unit will turn off on its own and start working after removing the blocking damper.
- Turn off the heating circuit and turn on the DHW circuit at full power, opening all hot water taps. If the boiler stops working in this mode, this will indicate a relay malfunction.
If in 3 options the control demonstrated that the diesel engine is operational, but the boiler unit is still constantly switched off, it will be necessary to measure the draft indicators. The smoke ducts may be clogged. Similarly, there is the possibility of the converter operating “idle” in the event of failures in the power supply system of the automatic boiler control unit, in particular, during short-term changes in voltage in the electrical network.
Is it possible to turn off the draft sensor in a gas boiler?
Of course, the use of any meter involves turning it off, but you must be aware of the level of danger of this action. In the case where the traction controller frequently triggers, the user may have the not-so-good idea of turning off the sensor. This is contraindicated, since the unstable movement of flue gases in the boiler unit leads to a reversal of the draft and the entry of carbon monoxide into the room. If the sensor constantly turns off, this indicates poor traction characteristics of the boiler.
REMEMBER: It is possible to turn off the primary DT device, but only for preventive purposes and during repair work.
Why should the boiler be completely disconnected from the gas network? For this purpose, it is necessary to disconnect the communication wires with the thermocouple and the fuel cutoff in the electrical circuits.
Why is the sensor triggered?
The reasons for the decrease in the intensity of the vacuum force, and, consequently, the reasons for the sensor to trigger, can be:
- blockage in the chimney;
- discrepancy between the chimney parameters and the boiler characteristics;
- errors during the installation of the chimney or when installing the boiler;
- failure of the fan or interruption of the supply of electrical energy (in units with forced removal of flue gases).
Advice! It is strictly forbidden to forcibly open the contact and start the heating unit into operation when the sensor is triggered. If the reason that caused the automation to operate is not eliminated, an emergency situation may arise that poses a danger to the residents of the house.
So, a sensor that controls the draft intensity when the heating boiler is operating is an element of the security system. Similar devices are used in boilers with open and closed fireboxes. To ensure greater safety for the inhabitants of the house, it makes sense to simultaneously install a room gas analyzer along with the sensor, which will monitor the concentration of harmful gases inside the room.
Diagnosis of errors in the smoke removal system of traditional gas boilers
There are a number of basic reasons why a diesel engine can give a signal to cut off the gas. They appear regardless of the type of combustion chamber installed in the gas boiler. Users should not rely on the performance of the sensor for everything and it would be more correct to understand the reasons for the emergency operation of the boiler themselves and monitor these parameters. Thus, the boiler owner will be able to prevent the possible development of negative events in advance by eliminating their root cause.
The main reasons for emergency operation of the boiler:
- The draft or resolution does not correspond to the permissible parameters established by the boiler operating card. This is the main reason the traction sensor is triggered. This problem can arise due to incorrectly installed blow air supply systems and gas ducts. The problem may also be associated with a violation of the integrity of the smoke exhaust channels, in the case when the individual parts of the pipes are poorly connected to each other. After completing the compaction work, the draft or vacuum is restored.
- Backdraft is a dangerous type of low-quality vacuum. This situation also arises if an air lock forms in the smoke ventilation system, preventing the release of exhaust gases into the atmosphere. This problem occurs quite often as a result of poor-quality thermal insulation of the chimney system.
- Chimney blockage. Such a failure occurs when its outlet does not have guards and protection from external blockages. In this case, various atmospheric and natural debris, for example, foliage, can get into it. Protection against this drawback is mandatory annual cleaning of smoke ventilation ducts before the start of the heating season.
- Strong wind pressure. If the draft controller does not work in such a case, then gas will flow uncontrollably into the boiler unit, but combustion will not occur, which means that an explosive gas mixture may form in the room. In order to prevent such an accident from developing, it is necessary to buy a stabilizer and install it in the system at the point where the pipe exits into the atmosphere.
- If any of the above draft sensors in a gas boiler do not work, it needs to be replaced.
Indicators of the need to change diesel fuel:
- The controller switches off continuously if there are no breakdowns in the boiler gas exhaust system.
- The gas boiler operates for no more than 30 minutes, after which it turns off on its own and can only restart after the heating surfaces and combustion chamber have completely cooled.
If one of these signs is detected, it is better to invite a service technician, especially if the boiler is under warranty.
Thus, we can summarize that the principle of operation of the draft sensor of a gas boiler operating on gaseous fuel is to give a signal when the parameters in the smoke exhaust system set by the equipment manufacturer are too high. The signal will be sent to an electromagnetic-type gas shut-off valve, which will instantly shut off the gas supply and the boiler will stop. In cases where the unit is under warranty or the user cannot repair the draft sensor on his own, it is better to contact a service center.