Инструмент для создания ПЭ трубопровода
Чтобы выполнить монтаж полиэтиленовых труб своими руками, нужно подготовить такие инструменты:
- ножницы для нарезки изделий;
- паяльное оборудование;
- газовые ключи.
Паяльный прибор оснащен набором насадок, имеющих разный диаметр. Вместо ножниц можно задействовать лобзик. Но все же при нарезке труб удобнее пользоваться именно ножницами, поскольку с их помощью края получатся более ровными, не имеющими заусениц и зазубрин.
Монтаж трубопровода из полиэтиленовых труб осуществляют, применяя газовый ключ. Для обеспечения более надежного соединения используют льняной уплотнитель. Инструменты, предназначенные для прокладки полиэтиленовых трубопроводов, продаются в строительных магазинах. Обычно паяльник с насадками предлагаются покупателям в комплекте с ножницами.
Подготовка к проведению монтажных работ
До того, как выполнять монтаж ПЭ трубопроводов необходимо:
- Рассчитать количество требуемых стройматериалов в зависимости от длины запроектированной коммуникации, количества поворотов и углов.
- Прежде, чем приступить к проведению работы, нужно отключить водяную подачу, приготовить стройматериалы в соответствии с проектом.
- Прокладывать полиэтиленовый трубопровод нужно от отопительного котла, если в доме обустраивается автономное теплоснабжение.
- После того, как стали известны размеры, приступают к соединению продукции из полиэтилена и спайке фитингов и металлических труб.
Научиться обращаться с паяльником будет несложно даже для начинающего домашнего умельца. Но при этом следует соблюдать немало технических моментов, имеющих отношение к процессу сборки полиэтиленовых трубопроводов.
ПНД-трубы: особенности монтажа
Особое внимание перед началом монтажных работ уделяется защите трубопровода. Полиэтиленовый водопровод лучше укладывать под бетонное основание (подойдет также цементная стяжка). Бетон отлично справляется с защитной функцией, он предохраняет полиэтилен от переохлаждения и перегревания, негативно влияющих на целостность структуры материала.
После проведения необходимых замеров можно приступить к делению трубы на отрезки нужной длины. Инструмент труборез позволяет разрезать трубу максимально ровно. При использовании других приспособлений на срезе трубы могут образоваться заусеницы, которые нужно тщательно зачистить наждачной бумагой. Для удобства на трубе обозначаются отметки, указывающие на глубину посадки фитинга. Если в плане-схемы присутствуют изгибы трубы, рекомендуется применять трубогиб.
При установке холодного водоснабжения желательно позаботиться об изоляции трубы. В противном случае на трубе будет образовываться конденсат, который часто становится причиной возникновения плесени и грибка в помещении.
Важно! Расстояние ПНД-трубы от стены не должно составлять менее 2 см.
Монтаж труб ПНД не требует особых технических навыков, но может быть произведён только при соблюдении описанных выше правил. Не стоит начинать работу самостоятельно, не убедившись в достаточном наличии хотя бы теоретических знаний о монтаже. Лучше всего сделать несколько пробных соединений, чтобы вовремя исключить наличие ошибок в конструкции.
Источник
Выполнение монтажа методом сварки
Прокладка коммуникаций данным способом происходит в такой последовательности:
- После того, как при помощи особых ножниц отрезан кусок трубы необходимого размера, с его края снимают фаску под углом 45 градусов. Прочитайте, как отрезать трубу под 45 градусов, чтобы все получилось идеально.
- Подготовленный отрезок изделия устанавливают на насадку паяльника, то же самое делают с соединительным фитингом, который помещают на вторую насадку.
- Затем детали нагревают до заданной температуры, обычно она составляет около 270 градусов, после чего их быстро снимают с насадок и соединяют.
- Потом место стыковки должно остывать в течение нескольких минут. В принудительном порядке данную процедуру делать не следует, поскольку это самым негативным образом отразиться на качестве шва.
- Согласно проектной документации нужно проложить коммуникации, соединяя при этом в определенной последовательности все ПЭ трубы с фитингами и отопительными радиаторами. Спайку завершают на выходном элементе у нагревательного котла.
- После того, как система заполнена водой, включают отопительный агрегат. Все места соединения тщательно проверяют на наличие протечек. Если все исправно, на котле выставляют величину давления и выпускают воздух из радиаторов.
Соединительные фитинги для полиэтиленовых труб
Если при прокладке трубопровода необходимо выполнить монтаж полиэтиленовых труб, для этого используют фитинги. Давайте разберемся, как соединить полиэтиленовые трубы для водопровода, чтобы позже не возникло проблем. Эти детали подразделяют на виды в зависимости от выбранного способа проведения работ:
- сварка изделий;
- склейка;
- резьбовое соединение механического типа.
В зависимости от используемого способа прокладки труб фитинги для полиэтиленовой трубной продукции бывают:
- Электросварными, оснащенными закладными нагревательными деталями. При разогреве проволоки при помощи электричества до температуры определенной величины, полиэтилен начинает плавиться. В итоге образуется однородное плотное образование в тех местах, где производится переход с одного отрезка полиэтиленовой трубы на другой. Современное оборудование, предназначенное для сварки полиэтиленовых фитингов, позволяет устанавливать требуемое напряжение и время, чтобы получился качественный результат.
- Компрессионными. Они мало чем отличаются от фитингов, используемых в случае монтажа медных или пластиковых изделий. Различие заключается в материале, из которого их производят. Данный вид фитингов удобен в применении, поскольку для их установки не требуется специальная квалификационная подготовка – фитинг практически готов к установке.
- Соединительными элементами для стыковой сварки. Для этого используют ПВХ фитинги Спиготы (литые элементы). Процесс соединения заключается в нагревании торца труб до вязкотекучего состояния материала, а затем их стыкуют под давлением. Место соединения при условии соблюдения технологии сварки получается однородным с трубопроводом.
- Редукционными. Эти элементы задействуют для монтажа ПЭ труб, имеющих разные диаметры. Они оснащены резьбовым соединением для качественного результата. Резьбовые фитинги используют для стыковки труб из полиэтилена с приборами учета и водораспределительным оборудованием.
Таким образом, правильно подобранные фитинги дают возможность выполнить качественную прокладку ПЭ трубопроводов для водо- и теплоснабжения своими руками без спецподготовки.
Практическое руководство
Первый метод соединения, о котором говорилось выше, часто применяется в домашних условиях. Инструмент, который понадобится при сборке всей конструкции:
- ножницы для труб или ножовка по металлу;
- специальный ключ с цепью;
- фитинги;
- рулетка.
Обратите внимание!
Часто цепной ключ заменяют обычным газовым или просто производят затяжку вручную. Для обеспечения наивысшей надежности лучше использовать предназначенные для этого изделия.
Разъемные соединения для ПНД
Весь процесс по укладке будет сводиться к следующему:
- Вся труба выпускается в бухтах, поэтому ее нужно будет удобно разместить для упрощения задачи. Отмеряется необходимый отрезок и при помощи ножовки или ножниц отрезается от бухты.
- Край, который будет заходить в фитинг, хорошо выравнивается. Это необходимо сделать, чтобы впоследствии не возникло перекоса, и чтобы захват был равномерным.
- Снимается фаска под конус, это даст возможность проще пройти уплотнительную резинку.
- С фитинга откручивается муфта.
- Вынимается уплотнительное кольцо.
- Вначале муфта, а затем и уплотнительное кольцо надеваются на трубу.
- Кольцо должно быть развернуто так, чтобы его конусная часть упиралась в муфту, а бортик в фитинг.
- Труба смачивается водой или мыльным раствором. Это поможет проще зафиксировать ее.
- Фитинг надевается на трубу до упора. При этом нужно следить, чтобы уплотнительную резинку, которая находится в нем, не завернуло внутрь отверстия. Если это произошло, то необходимо снять фитинг и повторить все с самого начала.
- Перед тем как засыпать трубу землей, желательно проверить ее, подав рабочее давление.
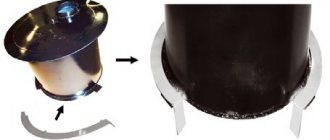
Схема монтажа фитинга
Обзор обжимного фитинга для полиэтиленовых труб смотрите ниже:
Обратите внимание!
Для перехода с металлической трубы на полиэтиленовую отлично подойдут фитинги с металлической резьбой. Это будет залогом качественного соединения, которое не выйдет из строя при скачке давления.
Стыковое сочленение осуществляется несколько сложнее и требует специализированного инструмента. Основным является сварочный аппарат. Состоит он из таких блоков:
- Центратор. Специальный фиксирующий зажим, который позволяет расположить две детали четко друг напротив друга. Также при помощи этого элемента осуществляется фиксация и прижим, чтобы образовался качественный шов.
- Торцеватель. Небольшой инструмент с электрическим двигателем, который имеет две режущие головки. Его цель — обработать кромки для того, чтобы они имели ровную плоскость.
- Гидравлический блок. Предназначен для того, чтобы осуществлять передвижение двух частей центратора. На нем имеется манометр, который дает возможность подобрать требуемое значение в барах.
- Нагреватель. Это своего рода паяльник, который осуществляет плавление кромки для последующей стыковки.
Аппарат для стыковой сварки
Если вы планируете заниматься монтажом профессионально, тогда есть смысл приобрести такой аппарат, в противном случае достаточно просто взять его напрокат. Последовательность действий будет такой:
- Одна из свариваемых частей обязательно должна быть подвижной. Если это условие не соблюсти, тогда центратор не выполнит своей роли.
- При помощи штангенциркуля проверяется овальность трубы. Диаметр должен быть одинаковым в любой точке, в которой будет приложен измеритель.
- Проверяется соответствие фактической толщины стенки заявленной. Она должна быть одинаковой у двух элементов. Если они будут неравнозначными, тогда спайка не достигнет необходимой прочности.
- Элементы устанавливаются в центратор. Между ними необходимо соблюсти такое расстояние, чтобы в открытом положении можно было спокойно установить торцеватель и нагревательный элемент.
- Зажим осуществляется попарно. Задние фиксаторы можно затянуть немного больше, чем передние. С последними лучше не переусердствовать, чтобы не нарушить правильность окружности торца.
- Производится установка давления на движение. Для того чтобы сделать это, необходимо вначале открутить клапан, чтобы стравить воздух. Далее, закручивая его, определяется значение, при котором начинается движение.
- Вычисляется давление при сжатии на пайку. Делается это согласно таблице, которая обычно находится на агрегате. Если ее нет, тогда можно воспользоваться такой формулой: площадь торца трубы разделить на общую площадь сечения цилиндров, умножить получившийся результат на 0,15 и прибавить давление сопротивления.
- Части, которые будут свариваться, очищаются от песка и другой грязи влажной тряпкой.
- Производится обработка кромки. Для этого впритык к одной трубе устанавливается торцеватель. Он включается и при помощи гидравлического блока производится сдвигание двух заготовок. Процесс происходит до тех пор, пока не образуются 3–4 витка цельной стружки с каждой из сторон.
- Сбрасывается давление и части раздвигаются.
- Режущий инструмент убирается на свое место.
- Производится тестовая стыковка, чтобы убедиться, что процесс прошел как следует.
- Снова производится очистка торцов. Но на этот раз необходимо использовать спирт или специальный растворитель.
- Включается паяльник и нагревается до необходимой температуры.
- На таймере выставляется время планируемой пайки. Оно обычно также указывается в таблице.
- Жало устанавливается между трубами.
- Производится сведение труб к паяльнику. Необходимо выждать, пока образуется наплыв в 1 мм толщиной. После этого давление сбрасывается и засекается время для сварки.
- По истечении времени для сварки паяльник убирается. Будет 5 секунд для того, чтобы свести детали одну с другой.
- После стыковки потребуется выждать еще около 5 секунд под давлением, после чего оно сбрасывается и запускается таймер для остывания.
Схема стыковой сварки
Процесс остывания никакими способами не следует ускорять. Также на протяжении этого времени нельзя кантовать трубу или пытаться снять центратор. В противном случае стык будет нарушен, и впоследствии произойдет разгерметизация.
В видеоматериале подробно показан процесс стыковой сварки:
Процесс электромуфтовой сварки
Электромуфтовая сварка является достижением, которое позволяет стыковать швы в таких местах, где другие способы просто неприменимы. Плюсами такого решения являются:
- высокая скорость протекающих процессов;
- минимальная вероятность ошибок;
- высокая безопасность всего процесса;
- возможность сочленения неподвижных заготовок;
- внутренний диаметр труб остается практически без изменений;
- упрощает процесс при выполнении задач с большими диаметрами труб;
- преимущество работы с заготовками различного диаметра и толщины стенки;
- минимальное потребление электрической энергии при выполнении задач.
Электромуфта
Из инструментов будут необходимы:
- Специальная жидкость для очистки. Она может идти в наборе с фитингами или приобретаться отдельно. Не рекомендуется использование ацетона или других непредназначенных для этих целей растворителей.
- Съемник оксидного слоя. В его роли может выступать обыкновенный скребок или аппарат, который устанавливается непосредственно на трубу. На больших диаметрах использование второго предпочтительнее. Дело в том, что нужно не просто создать шероховатую поверхность, а убрать около 0,1 мм материала для того, чтобы могла произойти спайка.
- Сварочный аппарат. В этом случае используется специальная разработка. Его задачей является подача на муфту конкретного напряжения на протяжении определенного промежутка времени. Собирается он на полупроводниках, что объясняет его экономичность и высокую производительность. На передней панели, как правило, располагается цифровой дисплей, который дает возможность проверки правильности введенных данных. В конструкции предусмотрен порт для подключения сканера, он необходим, чтобы автоматически вносить требуемые параметры через штрихкод, который нанесен на фитинг. Информация о проделанной работе заносится во внутреннюю память и впоследствии может быть перенесена на флешку, если есть USB-порт.
- Фиксатор или позиционер. Для этого вида соединений он имеет немного другое строение, чем в предыдущем случае. Его основная цель — компенсировать овальность, которая может присутствовать из-за хранения трубы в бухте или под нагрузкой.
- Труборез. Для того чтобы кромки получались плоскими и без зазубрин, желательно использовать именно этот инструмент. Ножовка и нож будут плохими помощниками в данном случае.
- Перманентный маркер. Он должен быть белым или желтым, чтобы нанесенные метки были хорошо заметны на трубе.
- Рулетка.
Последовательность работ по электромуфтовой сварке
Чтобы добиться идеального результата, потребуется соблюсти следующие шаги:
- Подготавливаются торцы. Для этого они обрезаются при помощи трубореза.
- При помощи рулетки измеряется общая длина муфты.
- На каждую трубу наносится метка. Она должна находиться от края на расстоянии половины размера фитинга плюс 2 см запаса.
- Снимается верхний слой, в котором произошла реакция с кислородом. Для того чтобы было легче соблюсти равномерность, необходимо нанести несколько продольных линий от метки до торца. По ходу обработки инструментом будет видно, какая часть недостаточно пройдена.
- На торце снимется фаска под конус, чтобы облегчить вход трубы в фитинг.
- На каждую из труб устанавливается позиционер. Он зажимается до тех пор, пока патрубок не станет идеально круглым.
- Осуществляется обработка обезжиривающим составом как самой трубы, так и внутренних стенок фитинга.
- Муфта надевается на трубу до половины глубины своего размера. Обычно внутри стоит ограничитель, который не даст пройти дальше.
- Подводится и вставляется вторая труба.
- Проверяется ровность всей плоскости.
- Подключаются клеммы от сварочного аппарата в специальные разъемы.
- При помощи сканера производится считывание нанесенного штрихкода.
- Производится запуск всего процесса. Важно выждать не только время сваривания, но и полное время остывания, которое также отображается на дисплее. В этот промежуток нельзя трогать или стараться изменить конфигурацию оборудования. Это может привести к некачественному сочленению.
- По окончании процедуры на стык наносятся данные об операторе, времени, температуре и дате.
Существуют основные ошибки, которых очень важно избегать. Например, необходимо, чтобы труба и фитинг не находились под углом. Это приведет к тому, что расплавленная масса просто вытечет наружу. Если не компенсировать овальность, тогда муфту просто будет невозможно надеть, либо не произойдет образование монолитной спайки. При недостаточном уровне погружения трубы спираль просто расплавит материал внутри, но сочленения не произойдет.